 2020-01-15
2020-01-15 119
119| Номер операции |
Содержание операции |
Эскиз обработки |
Наименование оборудования | Режим обработки
| Время, мин. | |||||
| v м/мин | s мм/об | Тм | Тшт | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |||
| 005 | Фрезерная |

| О: Агрегатно-фрезерный станок РИ: Фреза Ø 25 2223-0506 ГОСТ 20537-75СИ: ШЦ,калибр | 113 | 0,04 | 2,6 | 5,3 | |||
| 010 | Токарная
Точить поверхности выдерживая размеры
| О: ток.многошп.п/а ПР: Пневмопатрон РИ: Резец 16x10 2102-0501 ГОСТ 18868-73; СИ: Калибр-скоба L18 8102-0101 m7 ГОСТ 18356-93 | 101 | 0,05 | 7,04 | 14,13 | ||||
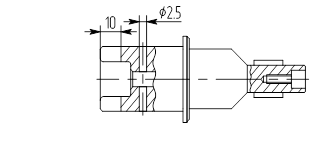
| 015 | Токарная Расточить отверстие диаметром 6мм,на глубину 28мм со стороны диаметра 18мм, обеспечив | | шероховатость Ra 1,6. | 
| О: ток.многошп.п/а ПР: спец.приспособл-е РИ: Резец 16x16 2141-0002 Т15К6 ГОСТ 18868-73; СИ: Калибр-пробка 6 Н8 8133-0913 | 101 | 0,03 | 1,8 | 3,25 | |||
| 020 | Токарная Обточить до диаметра 9,2мм, выдержав размер 9мм согласно чертежа. | 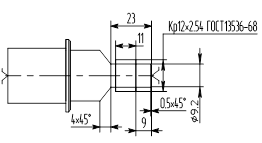

| О: Токарно-винторезный ПР: Кондуктор РИ: Резец 16x10 2102-0501 ГОСТ 18868-73; СИ Калибр-пробка9,2Н14 8133-0927;Шаблон Z18 Х 5 ИВ 8151-4075 | 32,2 | 0,03 | 2,1 | 5,15 | |||
| 025 | Токарная Расточить отверстие диаметром 2,5мм, до диаметра 7,2мм, выдержав размер |

| О:: Токарно-винторезный ПР: спец.приспособл-е РИ: Резец 16x16 2141-0002 Т15К6 ГОСТ 18868-73; СИ Калибр-пробка7,2Н12 8133-0917; Шаблон Z 13 Х 5 ИВ 8151-4074 | 31,4 | 0,32 | 1,2 | 3,16 | |||
| 030 | Промывка Промыть детали по ТТП 282-1 | 1,5 | 3,35 | |||||||
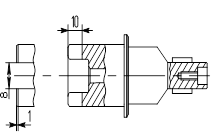
| 035 | Фрезерная Фрезеровать паз шириной 8мм, на глубину 10мм, согласно чертежу |
| О: Агрегатно-фрезерный станок ПР:Спец.приспособление; РИ: Фреза D8 2220-0009 ГОСТ 17025-71; СИ: Штангенциркуль ШЦК-I-125-0,1-1 ГОСТ 166-89; Головка делительная D160 7034-5051 ГОСТ 8615-89 | 84,6 | 0,21 | 4 | 8,27 | |||
| 040 | Слесарная Снять заусенцы после фрезеровки паза на диаметре 18, в отверстий диаметром 13 | О: Верстак ПР: Тиски РИ: Надфиль Пл Т 80 №2 2826-0034 ГОСТ 1513-77; Шабер ИВ 2849-8003 | 0,25 | 1,7 | ||||||
| 045 | Сверлильная
 Сверлить отверстие диаметром 2,5мм,с двух сторон,выдержав размер 21мм, согласно чертежа. Сверлить отверстие диаметром 2,5мм,с двух сторон,выдержав размер 21мм, согласно чертежа.
| О: Агрегатно-сверлильный станок ПР: Кондуктор для сверления МКСИ 7302-5424; РИ: Сверло 2,5 2300-0653 ГОСТ 4010-77; СИ:Калибр-пробка 2,5 Н12 8133-0863; Штангенциркуль ШЦК-I-125-0,1 ГОСТ 166-89 | 34,2 | 0,6 | 0,6 | 1,1 | ||||
| 050 | Слесарная
 Снять заусенцы в отверстий диаметром 6 мм, после сверления отверстия диаметром 2,5мм. Снять заусенцы в отверстий диаметром 6 мм, после сверления отверстия диаметром 2,5мм.
| О: Верстак ПР: Тиски РИ: Развертка D6 2363-0064Н8 ГОСТ 1672-80; СИ: Калибр-пробка 6 Н8 8133-0913 | 0,55 | 0,9 | ||||||


| 055 | Фрезерная Фрезеровать паз щириной 2Н14, выдерживая размеры; 54мм, угол75 |  
| О: Агрегатно-фрезерный станок ПР:Приспособление для фрезерования МКСИ 7234-6560;\ РИ: Фреза специальная МКСИ 2290-5486. СИ: Вкладыш 2 Н14 ИВ 8154-4016; Шаблон МКСИ 8424-5058 | 84,6 | 0,21 | 8,6 | 18,57 |
| 060 | Слесарная Запилить два радиуса R1 на торце диаметра 9,2мм, согласно чертежу | О: Верстак ПР: Тиски РИ: Надфиль Пл Т 80 №2 2826-0034 ГОСТ 1513-77 | 2,4 | 5,16 |
2.2 Обоснование выбора основного оборудования
Выбор типа станка прежде всего определяется его возможностью обеспечить выполнение технических требований, предъявляемых к обработанной детали в отношении точности её размеров, формы и класса шероховатости поверхностей. Если по характеру обработки эти требования можно выполнить на различных станках, выбирают тот или иной станок на основе следующих соображений:
1) соответствие основных размеров станка габаритным размерам обрабатываемой детали или нескольких одновременно обрабатываемых деталей;
2) соответствие производительности станка количеству деталей, подлежащих обработке в течение года;
3) возможно более полное использование станка по мощности и по времени;
4) наименьшая затрата времени на обработку;
5) наименьшая себестоимость обработки;
6) наименьшая отпускная цена станка;
Как видно, решающим фактором при выборе станка является экономичность процесса обработки.








