 2020-01-15
2020-01-15 347
347по дисциплине
Проектирование микропроцессорных систем
Выполнили: студентки группы 1АП-41
Новожилова Е.В., Лушкина Н.С.
Научный руководитель: к. т. н. Харахнин К.А.
Череповец 2010 г.
Содержание
Введение
1. Технологическая часть
2. Аппаратные средства микропроцессорной системы
3. Описание технических средств для реализации проекта
4. Описание программных средств для реализации проекта
5. Программа для работы микропроцессорного контроллера на языке ассемблер
6. Программа для персонального компьютера на языке с++ в среде Borland C++Builder 6
7. Графическая часть:
А. Электрическая принципиальная схема микропроцессорной системы
Б. Алгоритмы работы системы
В. Окно программы для персонального компьютера
Заключение
Список литературы
Введение
В ходе курсового проекта разрабатывается микропроцессорная система для измерения относительной деформации полосы на дрессировочном стане.
Дрессировочный стан — прокатный стан, служащий для отделки (дрессировки) тонких металлических листов и ленты посредством холодиной прокатки с малыми обжатиями (около 2—3%). Характерной особенностью дрессировочных станов является их несколько облегчённая конструкция и меньшая, по сравнению с другими станами холодной прокатки, мощность привода. Дрессировочные станы конструируются большей частью как одноклетьевые, двухвалковые или четырёхвалковые. Станы последнего типа отличаются лучшими условиями работы подшипников валков и меньшим расходом энергии. По обеим сторонам станов для дрессировки ленты устанавливаются моталки для намотки ленты. Для дрессировки листов часто строятся многоклетьевые дрессировочные станы линейного типа. Такой стан представляет, по существу, несколько станов, установленных рядом и работающих на одном приводе; каждый из этих станов — одноклетьевой или многоклетьевой. В последнем случае клети расположены последовательно, одна за другой. Процесс дрессировки аналогичен процессу холодной прокатки, его осуществляют в один пропуск с меньшими обжатиями и без подачи эмульсии или технологической смазки. При этом валки профилируют подогревом с помощью специальных горелок.
При дрессировке, однако, практически нельзя применять обжатия больших степеней, так как в противном случае пластические свойства материала из-за упрочнения падают. При дрессировке повышается твердость и снижается вязкость металла. Излишняя дрессировка вызывает после деформирования склонность стали к старению, а это приводит к ухудшению физико-механических свойств металла. При дрессировке предел прочности стали повышается очень незначительно, твердость несколько возрастает, а относительное удлинение уменьшается. Что касается условного предела текучести, то его изменение при дрессировке носит сложный характер. Так, для малоуглеродистых сталей предел текучести при степени деформации от 05 до 12 % уменьшается, а при дальнейшем увеличении степени деформации начинает возрастать. При дрессировке с обжатием порядка 0% в поверхностных слоях полосы происходит отрыв дислокаций, благодаря чему предел текучести при растяжении соответственно уменьшается. При дрессировке электротехнических сталей подача смазки позволяет увеличить обжатие до 14% (вместо 5 - 6% при отсутствии смазки) без перегрузки стана и осуществить промышленное производство этих сталей с однократной дрессировкой. Станы для дрессировки стали имеют одну или две клети: кварто-кварто или кварто-дуо. При дрессировке на двухклетевых непрерывных станах суммарная деформация делится на два обжатия. Обжатие в первой клети всегда больше, а с помощью второго (меньшего по величине) обжатия осуществляется правка полосы и уменьшается ее разнотолщинность.
1. Технологическая часть
Схема процесса дрессировки представленна на рис.1.

Рис.1. Схема технологического процесса
Дрессировку металла производят после его термической обработки. Отожженный лист поступает на дрессировочный стан, на котором производится прокатка с малым обжатием, порядка 0,5-3%. Дрессировка необходима для того, чтобы получить стальной лист, относительно мягкий внутри и твёрдый на поверхности, пригодный для глубокой штамповки, и, кроме того, произвести окончательную отделку поверхности холоднокатаного отожженного листа. Для дрессировки служат специальные дрессировочные станы, нереверсивные, мало отличающиеся в конструктивном отношении от обычных станов холодной прокатки.
Цель дрессировки является улучшение поверхности стали, имеющей после горячей прокатки и травления много неровностей, а также для создания поверхностного упрочнения (наклепа), что имеет существенное значение для листов, подвергаемых в дальнейшем холодной штамповке, так как при недостаточно жесткой поверхности металла на ней могут появиться линии сдвига (следы от пересечения плоскостей сдвигов с внешней поверхностью листа).
В процессе дрессировки деформация листа должна быть незначительной, и необходимо проводить четкий контроль относительной деформации полосы на дрессировочном стане. Расчет этого параметра можно провести следующим образом:
 ,
,
где  - количество импульсов на выходе клети, полученных от импульсного датчика, полученных с импульсного датчика,
- количество импульсов на выходе клети, полученных от импульсного датчика, полученных с импульсного датчика,  - количество импульсов, полученных с импульсного датчика на входе.
- количество импульсов, полученных с импульсного датчика на входе.
Для измерения толщины используется радиоизотопный толщинометр, формирующий на своем выходе аналоговое напряжение в диапазоне 0-2,5В. Сигналы с датчиков подаются на соответствующие входы микропроцессорной системы (SDK), которая обрабатывает полученные данные и отправляет их по последовательному порту в управляющий компьютер, который производит необходимые расчеты.
2. Аппаратные средства микропроцессорной системы
В качестве микропроцессорной системы для проведения проектных работ используется учебный стенд SDK1.1 на базе микроконтроллера ADuC842 с 12-разрядными АЦП и ЦАП, встроенным высокоскоростным МК с ЭРПЗУ (FLASH) на 62 кб. Структурная схема стенда представлена на рис. 2.
Учебный лабораторный комплекс SDK-1.1 предназначен для освоения архитектуры и методов проектирования:
• Систем на базе микропроцессоров и однокристальных микроЭВМ:
• Встраиваемых контроллеров и систем сбора данных:
• Периферийных блоков вычислительных систем:
• Подсистем ввода-вывода встраиваемых систем.
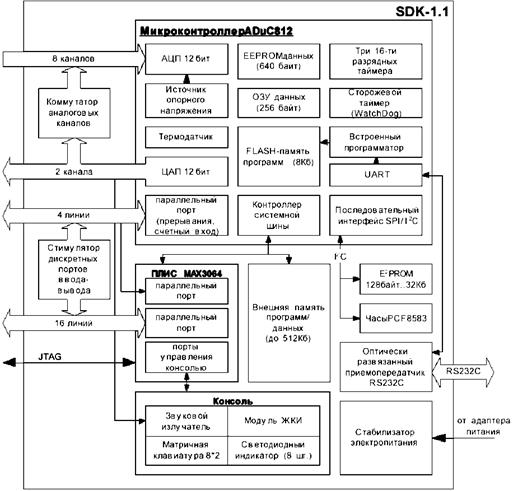
Рис 2. Структурная схема стенда








