 2020-01-15
2020-01-15 99
99
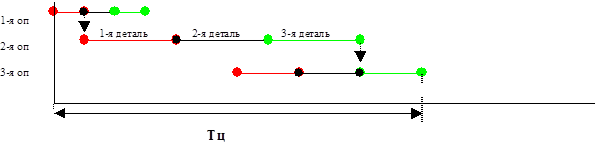
Рис. 4
Длительность цикла Тц определяется по формуле:

Если одна и та же деталь используется в одном или нескольких изделиях, то производство этой детали целесообразней организовать поточным методом. Поточное производство - это такая форма организации производства, при которой все операции согласованы во времени, все рабочие места специализированы и расположены согласно технологического процесса. В поточном производстве время выполнения каждой операции равно или кратно друг другу. Обработка деталей идёт непосредственно, при синхронности передачи предметов труда по рабочим местам. Поточный метод и поточные линии имеют следующие характерные параметры:
1.1 Программа выпуска и программа запуска. (Nвып. дана в задании)
Nзап =1.02*Nвып =1,02 * 700= 714 шт.
1.2 Стоимость комплектующих изделий на месячную программу запуска
Ском = Nзап*Ском = 714*2 = 1428 тыс. руб.
1.3 Определяем стоимость материалов на месячную программу запуска
Смат = Nзап * Смат = 714* 1 = 714 тыс. руб.
Параллельно-последовательный метод является наиболее прогрессивным и характеризуется следующими параметрами:
1. Nвып = 700 шт.
2. Nзап = 714 шт.
3. Z – такт поточной линии.
Такт – интервал рабочего времени, через который периодически производится выпуск определённой продукции.
Z= (Тобщ-tперерывов)\Nзап
Тобщ – кол-во часов за рабочий месяц.
tперерывов – суммарное время перерывов для отдыха рабочих за месяц.
Тобщ = 22*8 = 176 часов * 60 = 10560 мин.
tперерывов = 10*2*22 = 440 мин.
Z=(10560 - 440)\714 = 14,2 мин.








