2020-01-14
2020-01-14 82
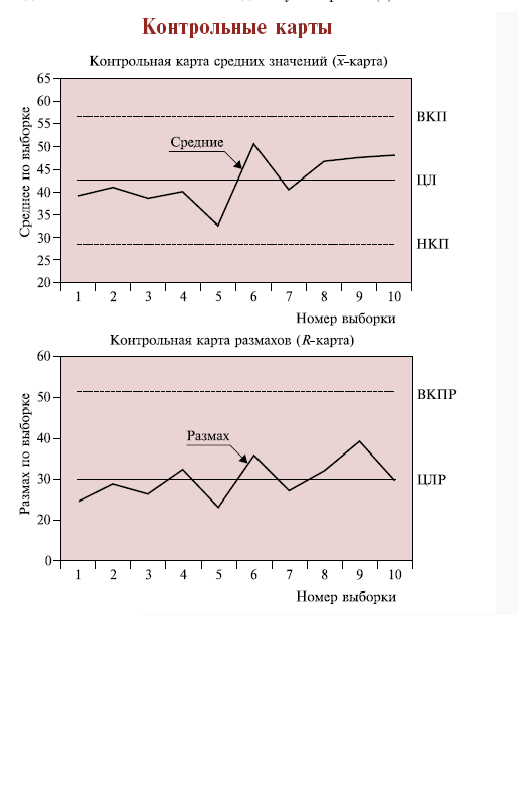
82Карты показывают потерю контроля:
Три точки (выборки 10, 12 и 18) лежат вне контрольных пределов на карте средних. Две точки (выборки 9 и 13) лежат вне контрольных пределов на карте размаха. Это свидетельствует о том, что существуют неслучайные причины изменчивости в производственном процессе, т.е. такие факторы, воздействующие на качество продукции, которые должны быть выявлены и скорректированы. Конечно, ничего не может быть сделано с этими неслучайными причинами, так как контрольные пределы не установлены после 20-й точки. Контрольные карты приносят пользу при применении построенных контрольных пределов к производимой продукции. Сигнал о необходимости поиска неслучайных причин разладки процесса в момент выхода точки за контрольные пределы дает возможность для своевременного выявления этих причин. Действия по устранению этих причин могут состоять не только в устранении текущих неполадок, но и в предупреждении их появления в будущем.Указанная выше ситуация выхода из-под контроля будет очевидной для инспектора качества продукции, который составил подобную карту. Продолжение использования карты дает возможность установления неслучайных причин изменчивости среднего, в основном связанных с настройками машин, и неслучайных причин изменчивости размаха, обычно связанных с невнимательностью отдельного оператора. Усилия по предупреждению повторений подобных ситуаций приводят к существенному повышению качества продукта.
Другие выводы из контрольных карт:
1. Если есть возможность осуществлять контроль (в статистическом смысле), естественный допуск такого процесса был бы примерно равен + 0.0006 дюймов. Таким образом, при осуществлении статистического контроля будет несложно выдерживать заданные границы + 0.0013 дюймов.
2. Так как на практике среднее процесса оказалось несколько ниже номинала 0.4037 дюйма для минимизации износа измерительных приборов при 100% контроле датчиками по принципу "годен - не годен", возникает вопрос, на каком уровне следует центрировать процесс. Если может быть осуществлен статистический контроль, этот уровень не должен быть ниже, чем 0.4030 дюйма для гарантии того, чтобы практически все изделия находились внутри границ допуска. Фактически для наших наблюдений среднее равно 0.4034 дюйма. Это было бы несомненно, если бы процесс мог удовлетворять статистическому контролю. Но для процесса, выходящего из-под контроля, всегда существует опасность брака вне зависимости от уставноленного уровня.
3. Всякий раз, когда естественный допуск лежит внутри заданного допуска, внимание должно быть уделено целесообразности 100% контроля или замены его выборочным контролем с использованием контрольных карт. В этом случае пять измерений фактических размеров с заданными интервалами могут заменить 100% контроль датчиками по принципу "годен - не годен", за исключением случаев, когда контрольная карта показывает выход из-под контроля. Такая замена не была бы произведена до тех пор, пока контрольные карты, примененные к этому процессу, показывали бы попадание всех точек внутрь контрольных пределов. Если такая замена произведена, исчезнут мотивы для уменьшения износа датчиков, и может быть достигнут уровень 0.4037.
Экономическая часть
Методы расчета экономической эффективности можно классифицировать по четырем основным направлениям:
1) Применение новых технологических процессов, механизации и автоматизации производства, новых способов организации производства и труда, усовершенствованной технологии, обеспечивающих повышение качества продукции при одновременной экономии производственных ресурсов, при выпуске одной и той же продукции. В этом случае расчет годового экономического эффекта производится по формуле:
Э = (З1 - З2)*В2,
Э – годовой экономический эффект;
З1 и З2 – приведенные затраты единицы продукции, производимый с помощью базовой и новой техники;
В2 – годовой объем производства продукции с помощью новой техники в расчетном году;
2) Производство и использование новых средств труда долговременного применения(машины, оборудования) с улучшенными качественными характеристиками(производительность, долговечность, издержки эксплуатации).
3) Производство и использование новых или усовершенствованных предметов труда, к которым относятся такие материальные ресурсы, как материалы, сырье, топливо, а также средства труда со сроком службы менее одного года.
4) Производство и использование новой техники, не имеющих аналога, а также новой продукции и продукции повышенного качества, разработанной на основе НИР и ОКР для удовлетворения нужд населения в этой продукции.
В качестве показателей эффективности достаточно широко применяют систему показателей рентабельности, исчисляемых как отношение в общем виде прибыли к затратам. Причем в зависимости от целей исследования числитель и знаменатель этой дроби могут быть детализированы, что в свою очередь позволяет провести факторный анализ показателя рентабельности, на базе которого была осуществлена детализация.
Заключение
При выполнении данной курсовой работы познакомилась с одним из статистических методов - контрольные карты. Применила к реальному процессу и убедилась в удобстве их использования.
Таким образом, контрольные карты – это практический и доступный инструмент системного анализа, с помощью которого руководители всех уровней и в любых организациях могут на деле избежать большинства проблем, вызванных отсутствием системного подхода к анализу и решению проблем, управлять процессом производства, принимать своевременные и мотивированные решения для обеспечения стабильности и повышения качества выпускаемой продукции.
Список используемой литературы
1) Гиссин В.И., «Управление качеством продукции», Ростов-на-Дону: Феникс, 2000 – 256 стр.
2) Глудкин О.П., Горбунов Н.М., Гуров А.И., Зорин Ю.В., «Всеобщее управление качеством», М.: Радио и связь, 1999 – 6000 стр.
3) С.Д. Ильенкова, Н.Д. Ильенкова, В.С. Мхитарян., «Управление качеством», М.:ЮНИТИ, 2000. – 199с.
ПРИЛОЖЕНИЕ