 2020-01-14
2020-01-14 90
90
Под термином «технологическая подготовка производства» обычно понимают формирование необходимой информации о последовательности и содержании работ по обеспечению производства изделий заданного уровня качества при установленных сроках, объеме выпуска и затратах.
Цель функционирования подсистемы заключается в создании всей технологической документации о последовательности и содержании работ по изготовлению высококачественной обуви в количестве и ассортименте, определенном на оптовой ярмарке, при минимально возможных затратах на ее изготовление в установленные сроки.
В число задач, выполняемых при технологической подготовке обувного производства, входят многовариантные задачи с оптимизационными элементами, например задачи по выбору технологического процесса, определению параметров технологии операций и расчету оптимального ассортимента обуви. Все эти задачи, в решении которых имеются творческие элементы.
При составлении технологического процесса производства, а также при разработке операционной технологии перед инженером стоит задача выбора одного варианта из некоторого множества. Технолог в зависимости от ряда ограничений выбирает один процесс из некоторого возможного их числа и определяет кратчайший путь для достижения цели, оптимизируя при этом какой-либо показатель или их группу.
Это типичная многовариантная оптимизационная задача, в решении которой имеется эвристическое начало. Такие задачи относятся к творческим.
При решении творческих задач с помощью ЭВМ необходимо каждый раз заново составлять математическую модель и разрабатывать алгоритм решения проблемы, так как использовать для производства обуви ранее разработанные алгоритмы по составлению процесса производства какого-либо другого продукта нельзя. Алгоритмы создают, используя модель деятельности технолога в конкретных условиях, на основе программы решения проблемы.
Известно, что таким проблемам в рамках некоторого их множества присуща единая логическая структура. Процесс мышления человека при постановке и решении проблем осуществляется на основе общих логических законов, которые можно описать формальным языком. Вот эти логические законы и образуют общую программу решения. К ним относятся теории исследования операций и системный анализ,которые можно использовать для решения многих проблем.
Необходимость составления нового алгоритма для решения каждой задачи возникает вследствие того, что с помощью одной только общей программы решения нельзя решить ни одной конкретной задачи.
Каждая задача наряду с общими структурами имеет и свою специфику, которая требует также особых форм анализа и синтеза и других логических методов, причем каждый раз, как анализ, так и синтез проводятся на особых, отличающихся друг от друга этапах исследования. Поэтому для решения каждой группы сходных задач или новой задачи должна быть составлена ещё и специфическая программа решения. Наличие именно этой специфической программы вызывает необходимость каждый раз составлять для решения различных задач новые алгоритмы. Общая и специфическая программы совместно образуют программу решения проблемы, с помощью которой разрабатывается алгоритм.
Кроме задач, имеющих творческие элементы, в подсистему технологической подготовки обувного производства входит и ряд расчетных задач – определение необходимого числа рабочих, оборудования и материалов. Для того чтобы получить полную технологическую документацию, необходимо выполнять расчет себестоимости обуви.
Таким образом, при технологической подготовке обувного производства инженер решает творческие задачи и несколько, часто повторяющихся, расчетных задач. Для автоматизации их решения необходимо разработать теорию, создать математические модели, алгоритмы и только после этого использовать для работы ЭВМ. Постановке и решению этих задач способствовало значительное расширение ассортимента обуви.
Необходимо, чтобы методы технологической подготовки совершенствовались. Этому способствует не только постоянно возрастающее количество выпускаемой обуви новых моделей, но и совершенствование методов проектирования, повышение качества принимаемых решений типизация технологических решений, гарантирование оптимальности составленных проектов.
Необходимо превратить технологию производства обуви из науки описательной в набор формализованных правил, т.е. разработать формализованную теорию технологии обуви.
Для формализованного описания проектных работ необходимо принять широкоизвестное определение, что функцией технологического процесса является преобразование исходного материала в готовое изделие. Тогда проектирование технологического процесса можно представить как формирование управляющего воздействия в системе технологического управления. В этом случае становится возможным применение кибернетического подхода, с помощью которого проводятся анализ и выявление закономерностей управления.
Такая постановка задачи проектирования позволяет применить общую схему задачи управления с обратной связью:
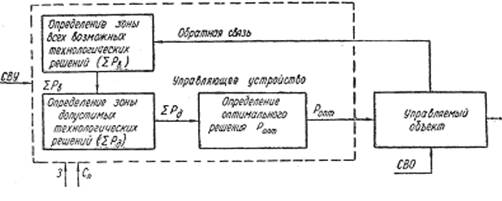
Рисунок 1 – Общая схема задачи управления (блок-схема процесса технологического решения)
На схеме штриховой линией ограничено управляющее устройство, разрабатывающее оптимальный технологический процесс производства Ропт (выходная информация). Эта информация создается на основе входной информации об обуви З=Зо, …, Зк и технических условий (стандартов) ее изготовления Cn=C1, …,Cn.
В соответствии с теорией управления, в каждой системе имеются случайные воздействия (СВУ) окружающей среды как на управляющее устройство, так и на объект управления (СВО). Примером случайных воздействий на управляющее устройство может быть разработка нового метода крепления низа обуви, ранее не предусмотренного в зоне возможных технологических решений.
В зону возможных технологических решений Рв входят все ранее разработанные варианты технологических решений, имеющиеся в архивах предприятий и научно-исследовательских институтов. В зону допустимых решений Рд входят наборы технологических решений, с помощью которых можно изготовить обувь с предусмотренным конструктором свойствами Зк.
После введения в управляющее устройство входной информации Зк, Cn из зоны возможных формируется зона допустимых технологических решений. На следующем этапе на основе информации Зк, Cn и зоны Рд (клеевая затяжка) выбирается один вариант Ропт, например, трехоперационный с использованием отечественного оборудования ЗНК, ЗПК, ЗГК.
Обратная связь в системе осуществляется путем передачи от управляемого объекта в управляющее устройство информации об опыте реализации оптимального решения. Примером обратной связи служит широко практикуемое на фабриках пробное изготовление нового образца обуви в производственных условиях с последующей корректировкой технологического процесса и самого образца.
Всю задачу проектирования можно сформулировать так: необходимо из пространства возможных технологических решений выделить оптимальную точку реализации решения Ропт.
В связи с тем, что система моделей разрабатывается для проектирования технологического процесса, выбора оборудования, подсчета необходимого количества материала и др., в первую очередь следует составить математическую модель технологического процесса. Предлагаемая общая методика предусматривает, прежде всего, применение системного анализа проблемы. Далее, в связи со сложностью разработки программированного метода, необходимо разделить процесс проектирования на ряд уровней и заем выделить на каждом уровне более простые подзадачи с последующей взаимной оптимизацией их решений.
Укрупненный вариант выбора рационального варианта технологического процесса на первой и второй ступенях оптимизации показан на схеме.
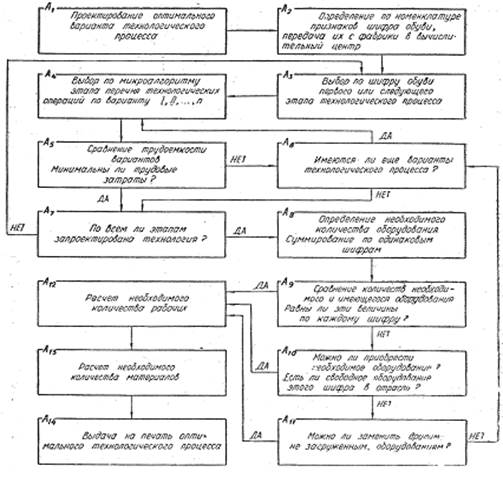
Рисунок 2 – Укрупненный алгоритм выбора рационального технологического процесса.
По этому алгоритму была разработана программа выбора оптимального технологического процесса. При подготовке исходной для проектирования информации эти работы были выполнены централизованно в научной лаборатории и в формализованные записи внесены уже оптимизированные варианты процессов производства. Вторая ступень – количество оборудования.
Эту часть оптимизации можно выполнить с помощью ЭВМ, без участия составителя технологического процесса, на основе необходимо исходной информации, подготовленной исследовательской лабораторией. Так, заранее в память ЭВМ вводят данные о наличии оборудования на каждой фабрике.
Предлагаемый метод программированного выбора технологических процессов и путь оптимизации самого выбора позволяют при общих затратах времени составителя технологии 5-10 мин и 10 мин времени ЭВМ получить полный перечень оптимального технологического процесса производства обуви, а также числа рабочих, оборудования и материалов, необходимых для этого. Таким образом, разработанное с учетом современных направлений науки управления программное обеспечение позволяет решать оптимизационные задачи технологической подготовки производства практически для подавляющего большинства предприятий, за исключением тех, которые изготовляют специфические виды обуви, дает возможность получить существенный экономический эффект и быстро окупить расходы на создание системы управления.








