 2020-01-14
2020-01-14 414
414
Чертежи изделий с электрическими обмотками и магнитопроводами (электрические машины, трансформаторы, приборы, аппараты) выполняют в соответствии с требованиями стандартов ЕСКД. Особенности выполнения чертежей таких изделий отражены в ГОСТ 2.415 – 68 и ГОСТ 2.416 – 68. Чертеж изделия с обмотками, как правило, является сборочным чертежом и в общем случае должен содержать:
– изображение изделия, дающее представление о составе, расположении и взаимодействии его составных частей;
– схему соединений обмоток;
– таблицу обмоточных данных;
– габаритные, присоединительные и исполнительные размеры;
– номера позиций составных частей;
– технические требования к изготовлению и контролю изделия.
Основным конструкторским документом чертежа с обмотками и магнитопроводами является спецификация, выполненная в соответствии с требованиями ГОСТ 2.108 – 68.
При изображении изделий типа роторов, статоров и индукторов электрических машин в продольном разрезе, как правило, показывают верхнюю половину предмета. Нижняя половина показывается упрощенно без разреза (рис.13). ГОСТ 2.415 – 68 устанавливает правила изображения различных видов обмоток ротора и статора в продольном и поперечном разрезах. В поперечном разрезе многовитковую обмотку заштриховывают «в клетку» (рис. 14), при этом направление штриховки должно быть параллельно оси паза (для статоров и роторов) или оси каркаса катушки (для трансформаторов и дросселей).

Рис. 13. Сборочный чертеж статора.
При разрезе катушки вдоль проводов обмотки ее изображают, как показано на рис.17.
Изоляцию однослойную и многослойную в разрезах и сечениях заштриховывают как неметаллический материал (рис. 16), при толщине менее 2 мм зачерняют (рис.13). Магнитопроводы в поперечных разрезах штрихуют в направлении расположения листов или лент (рис. 17).
Бандаж, закрепляющий обмотку, изображают так, как показано на рис.17. Часть материалов, используемых при изготовлении изделия с обмотками, может быть не показана непосредственно на изображении изделия, например изоляция, бандаж и др. Сведения об этих мате риалах должны быть записаны в соответствующих разделах спецификации, а применение должно быть отражено в таблице обмоточных данных и технических требованиях чертежа. В технических требованиях или в таблице обмоточных данных помещают также указания о количестве слоев и витков обмотки, изоляции и бандажа и данные об их расположении.
Форма таблицы обмоточных данных установлена ГОСТ 2.415-68 и содержит данные о материале провода, количестве витков, изоляции, типе и порядке намотки и др. Размеры граф и их содержание определяются разработчиком и ГОСТом не регламентируются. Дополнительные данные о технологии изготовления изделия записываются в технических требованиях чертежа. Намотка обмоток должна производиться согласно требованиям ОСТ4.ГО.О54.069, устанавливающим правила выполнения различных типов намотки. Поэтому одним из пунктов этих требований должна быть ссылка на ОСТ. В таблице обмоточных данных и в технических требованиях могут содержаться ссылки на номера позиций спецификации, не вынесенные на изображении изделия (рис.17, 18).
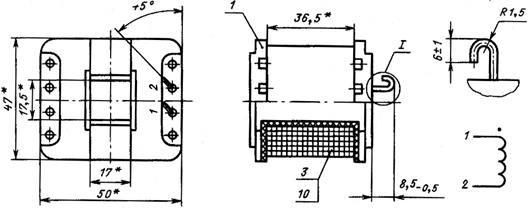
Рис. 14. Сборочный чертеж катушки.
Как правило, на сборочном чертеже изделия с обмотками помещают схему обмотки (см. рис.13, 14). Начало и конец обмотки обозначают точкой или буквами Н и К соответственно.
На рис.13 приведен пример оформления сборочного чертежа статора электрической машины. На фронтальном разрезе изображена только верхняя половина статора, нижняя показана упрощенно. Разрез выполнен по пазу. В поперечном разрезе обмотка заштрихована «в клетку», причем направление штриховки совпадает с направлением оси соответствующего паза. На чертеже содержатся сведения о всех составных частях изделия. Связь чертежа со спецификацией осуществляется через позиционные обозначения. Схема соединений обмотки выполнена на свободном поле чертежа cогласно требованиям ГОСТ 2.705-70. Начало и конец обмотки обозначены буквами Н и К. На чертеже нанесены габаритные и исполнительные размеры. В технических требованиях приведены сведения о порядке намотки, припое, пропитке.
На рис.14 приведен пример оформления сборочного чертежа катушки дросселя. Каркас катушки (поз.1) представляет собой сборочную единицу. Обмотка дросселя (поз.3) в поперечном разрезе заштрихована «в клетку». На изображение изделия нанесены габаритные и присоединительные размеры (отмечены *), а также исполнительные, относящиеся к выводу обмотки. Приведена схема обмотки, на которой начало обмотки обозначено точкой. Данные обмотки приведены в таблице на поле чертежа. Позиции спецификации, относящиеся к материалам провода и изоляции обмотки, указаны в таблице обмоточных данных и технических требованиях чертежа.
На рис.17 приведен пример оформления чертежа многообмоточного кольцевого трансформатора. На фронтальном разрезе, выполненном по общим правилам, установленным ГОСТ 2.305-68, обмотка разрезана вдоль проводов и заштрихована в соответствии с требованиями ГОСТ2.415 – 68. На свободном поле чертежа приведена схема соединений обмоток.
На рис.15, 16 приведены примеры оформления сборочных чертежей катушки и трансформатора в соответствии с правилами и требованиями ГОСТа.








