 2020-01-14
2020-01-14 243
243Электросталеплавильное производство - это получение качественных и высококачественных сталей в электрических печах, обладающих существенными преимуществами по сравнению с другими сталеплавильными агрегатами.
Выплавка стали в электропечах основана на использовании электроэнергии для нагрева металла. Тепло в электропечах выделяется в результате преобразовании электроэнергии в тепловую при горении электрической дуги либо в специальных нагревательных элементах, либо за счет возбуждения вихревых токов.
В отличие от конвертерного и мартеновского процессов выделение тепла в электропечах не связанно с потреблением окислителя. Поэтому электроплавку можно вести в любой среде - окислительной, восстановительной, нейтральной и в широком диапазоне давлений - в условиях вакуума, атмосферного или избыточного давления. Электросталь, предназначенную для дальнейшего передела, выплавляют, главным образом в дуговых печах с основной футеровкой и в индукционных печах.
Выплавка стали в кислых электродуговых печах
Электродуговые печи (рис.3) с кислой футеровкой обычно используются при выплавке стали для фасонного литья. Емкость их составляет от 0,5 до 6,0-10т. Кислая футеровка более термостойкая и позволяет эксплуатировать печь с учетом условий прерывной работы многих литейных цехов машиностроительных заводов.
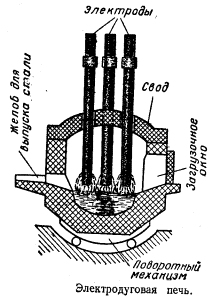 Рисунок 3.
Рисунок 3.
Основным недостатком печей с кислой футеровкой является то, что во время плавки из металла не удаляются сера и фосфор. Отсюда, очень высокие требования к качеству применяемой шихты по содержанию этих примесей.
Плавление в кислой печи длится примерно так же, как в основной печи (50-70 мин). В окислительный период удалятся меньшее количество углерода (0,1 - 0,2 %) и из-за повышенного содержания FeO в шлаке металл кипит без присадок железной руды. Содержание SiO2 в шлаке к концу окислительного периода повышается до 55-65 %. Когда металл нагрет, начинается восстановление кремния по реакции:
(SiO2) + 2[C] = [Si] + 2COгаз
К концу окислительного процесса содержание Si в металле увеличивается до 0,2-0,4 %.
Плавка с рафинированием в ковше печным шлаком.
Применяется на печах емкостью 100-200 т. После окончания окислительного периода и раскисления металла наводят новый шлак с высоким содержанием СаО. В течение 40-60 мин шлак раскисляют молотым коксом и ферросилицием. Перед выпуском в шлак дают CaF2. Высокое (10-20 %) содержание CaF2 обеспечивает высокую рафинирующую способность шлака. При выпуске из печи вначале выпускают в ковш жидкий шлак и затем мощной струей металл. Перемешивание металла со шлаком обеспечивает высокую степень рафинирования от примесей (от серы) и неметаллических включений. Одной из форм рафинирования стали в ковше можно считать технологию синтетических шлаков на основе СаО - Al2O3. В этом случае требуются дополнительные затраты для плавления шлака.
Плавка стали в индукционной печи.
В индукционных печах для выплавки металла используется тепло, которое выделяется в металле за счет возбуждения в нем электрического тока переменным магнитным полем. Источником магнитного поля в индукционной печи служит индуктор. Проводящая электрический ток шихта, помещенная в тигель печи, подвергается воздействию переменного магнитного поля, возникающего от индуктора, нагревается в следствие теплового воздействия вихревых токов.
По сравнению с дуговыми электропечами индукционные печи имеют ряд преимуществ: отсутствие электродов и электрических дуг позволяет получать стали и сплавы с низким содержанием углерода и газов; плавка характеризуется низким угаром легирующих элементов, высоким техническим КПД и возможностью точного регулирования температуры металла.
Разливка стали
Разливка стали является заключительной стадией сталеплавильного производства. От ее правильного проведения зависит конечное качество стали. На разливку металл поступает в сталеразливочном ковше после внепечной обработки. Сталь разливают либо в изложницы, либо на машинах непрерывного литья заготовок (МНЛЗ).
Разливка стали в изложницы. Различают два способа разливки в изложницы: сверху и сифоном.
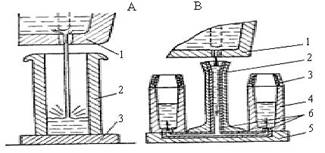
Рисунок 4. Схема разливки стали по изложницам:
A – разливка сверху: 1 – сталеразливочный ковш; 2 – изложница; 3 – поддон;
Б – разливка сифоном: 1 – сталеразливочный ковш; 2 – центровая трубка; 3 –
прибыльная надставка; 4 – изложница; 5 – поддон; 6 – сифонные трубки.
Каждый из видов разливки стали в изложницы имеет свои преимущества и недостатки. Основными преимуществами разливки стали сверху являются простота подготовки поддонов и малые потери металла (нет литниковых систем). Однако в этом случае за счет разбрызгивания получается плохая поверхность металла, а также низка производительность разливки (каждый слиток разливается последовательно). Поэтому разливку сверху применяют при получении относительно крупных слитков. Разливка сифоном обеспечивает хорошую поверхность слитков, ее производительность значительно выше, чем разливка сверху. Однако при этом усложняется процесс подготовки изложниц к разливке и уменьшается выход годного, так как часть металла затвердевает в литниковой системе.
Непрерывная разливка стали. В современных конвертерных и электросталеплавильньгх цехах разливку стали осуществляют не в изложницы, а на машинах непрерывного литья заготовок (МНЛЗ).
Непрерывная разливка распространяется не только на заводах черной, но и цветной металлургии. Преимущества непрерывной разливки стали по сравнению с разливкой в изложницы огромны. Если при разливке стали в изложницы возвращается в переплав 20-30 % стали, то при непрерывной разливке эта величина не превышает 5%. Иначе говоря, перевод разливки в изложницы на непрерывную разливку позволяет на каждой тонне стали сэкономить от 100 до 200 кг металла. В отличие от разливки в изложницы при непрерывной разливке получают не слиток, а заготовку и, следовательно, нет необходимости иметь в составе завода цехи по прокатке заготовки из слитка. Кроме того, при непрерывной разливке нет изложниц и цеха по их подготовке к разливке. Следует также иметь в виду, что процесс непрерывной разливки поддастся автоматизации. Разрабатываются методы совмещения непрерывной разливки с прокаткой.








