 2020-01-14
2020-01-14 126
126Припуски на обработку торцев определяют по формуле[4, с.11]:
 , (26)
, (26)
где  - шероховатость поверхности, мкм, полученная на предшествующей операции;
- шероховатость поверхности, мкм, полученная на предшествующей операции;
 - глубина дефектного поверхностного слоя, мкм, полученная после предшествующей обработки;
- глубина дефектного поверхностного слоя, мкм, полученная после предшествующей обработки;
 - пространственные отклонения на предыдущей операции, мкм;
- пространственные отклонения на предыдущей операции, мкм;
 - погрешность установки, мкм.
- погрешность установки, мкм.
Составляющие припуска, входящие в формулу (26), определяются с учетом принятых методов обработки поверхностей.
Величина  , характеризующая глубину поверхностного дефектного слоя заготовки после обработки различными методами, определяем по таблицам точности и качества обработки [4, с.89, т.П1.1].
, характеризующая глубину поверхностного дефектного слоя заготовки после обработки различными методами, определяем по таблицам точности и качества обработки [4, с.89, т.П1.1].
Пространственные отклонения ∆ для прутка можно принять равным 0.
Погрешность установки представляет собой отклонение фактически достигнутого положения заготовки при ее установке от требуемого.
Рассчитываем по приведенной выше методике для торцев, и результаты заносим в таблицу 4.3
| № опер. | Операции | Rz | h | Δ | ɛ | Расчетный припуск |
| Торец 2 | ||||||
| 000 | Прокат | 80 | 100 | 0 | - | - |
| 005 | Подрезка торца черновая | 40 | 80 | 0 | 50 | 170 |
| 015 | Подрезка торца чистовая | 20 | 40 | 0 | 30 | 90 |
| 025 | Подрезка торца тонкая | 10 | 20 | 0 | 20 | 50 |
| 070 | Шлифование предварительное | 3,5 | 7 | 0 | 10 | 20,5 |
| Торец 3 | ||||||
| 000 | Прокат | 80 | 100 | 0 | - | - |
| 010 | Подрезка торца черновая | 40 | 80 | 0 | 50 | 170 |
| 020 | Подрезка торца чистовая | 20 | 40 | 0 | 30 | 90 |
| 030 | Подрезка торца тонкая | 10 | 20 | 0 | 20 | 50 |
| 075 | Шлифование предварительное | 3,5 | 7 | 0 | 10 | 20,5 |
Построение размерных цепей
На рис.4.1 представлена размерная схема технологического процесса. Для выявления размерных цепей, показанных на рисунке 4.2, целесообразно построение графа размерных связей. Построение начинают с технологической базы первой операции обработки резанием. Технологические базы всех операций должны быть непосредственно связаны между собой размерами.
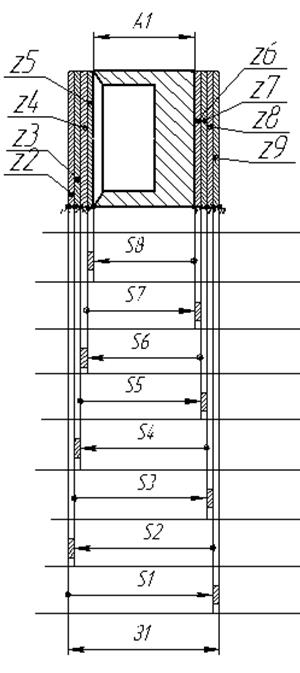
Рис. 4.1 Размерная схема
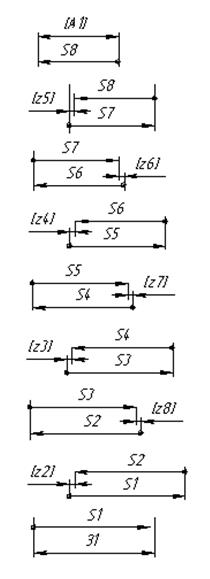
Рис. 4.2 Размерные цепи








