 2020-01-14
2020-01-14 697
697Описание секции. Конструктивно-технологическая классификация секции
1.1. Секция 3005 сборочный чертеж 17012-112.03-005 - объемная, Н/В=0,3. Масса: 93240 кг, габаритные размеры: LxBxH = 3425х7000х1700. Практическая шпация? мм.
1.2. Район расположения секции: по длине - 59 8/9 - 75 4/9 шпангоут, по ширине - от правого борта до ДП включая ВК.
1.3. Система набора секции: продольная.
1.4. Наружная обшивка днища: плоская за исключением скулового пояса (криволинейный простой кривизны). Толщина: пояса наружной обшивки днища (? шт.) - S13?, горизонтальный киль - S?, скуловой пояс - S?. Сварные швы: между горизонтальным килём, 1 и 2 поясами обшивки - параллельны ДП, между 2, 3 и скуловым поясом - под углом к ДП.
1.5. Внутрисекционный стык: отсутствует
1.6. Настил второго дна: форма поверхности - плоская, S15,18, 20, 20. Состоит из 4? листов, листы расположены поперек корпуса, проходят от ДП до правого борта.
1.7. Продольный набор: вертикальный киль S20, I (S18), II, III, IV (S12), V,VIстрингер.
1.7.1. Вертикальный киль: состоит из трех листов, имеет 2 выреза Т2 72-50 и 1 вырез Ǿ50, усилен приварными полками.
1.7.2. 1 днищевой стрингер: состоит из трех листов?, имеют 6 вырезов Т2 72-50, усилен приварными полками?.
1.7.3. 4 днищевой стрингер: состоит из одного листа, усилен вертикальными РЖ;
1.7.4. 1 РЖ: состоит из 6 листов, усилено горизонтальными РЖ 12х120.
1.8. Поперечный набор: флоры S9, состоят из 4 листов (по 2 симметрично ДП), имеют вырезы 375х500 и ø200, подкреплены РЖ из T 1858 h100, 9х90.
1.9. Секция изготовлена из стали D32
| Физико-механические свойства сталей ГОСТ 5521-76, ГОСТ 380-71 ОСТ 5.9414-83 | |||||
| Марка стали | Толщина проката, мм | Переменное сопротивление разрыву, МПа | Предел текучести, МПа | Относительное удлине, % | Удельная вязкость при t<400C, дж/см2 |
| Не менее | |||||
| D32 | 4-50 | 470-590 | 315 | 22 | 31 (при t=200C) |
| Для категории D32 - сталь марки 09Г2С | |||||
1.10. Описание сварных соединений
1.10.1. Пазы и стыки наружной обшивки днища и настила второго дна варить автоматической сваркой под флюсом ГОСТ 8713-79
1.10.2. Сварка набора между собой (№ 58-5, 63, 66): полуавтоматическая сварка в среде защитного газа двусторонняя ГОСТ 14771-76 Т7
1.10.3. Приварка ребер жесткости к набору: полуавтоматическая сварка в среде защитного газа односторонняя ГОСТ 14771-76 Т6
1.10.4. Крепление балок набора к настилу 2 дна (в нижнем положении): полуавтоматическая сварка под флюсом (ПФш) ГОСТ 8713-79 Т3
1.10.5. Подваривание набора к обшивке днища (в нижнем положении): ручная сварка плавящимся электродом в среде защитного газа ГОСТ 14771-76 Т7
1.11. Контуровочные пазы и стыки: назначить припуск 25 мм.
Обшивка второго дна: ГОСТ 8713-79 С9
Обшивка днища: ГОСТ 8713-79 Т3
Скуловой пояс: ГОСТ 14771-76 С17
Туннельный киль и стрингеры: ГОСТ 14771-76 С17
Соединание настила 2 дна со скуловым поясом обшивки: ГОСТ 8713-79 Т3
Требования к деталям и узлам, поступающим на сборку секции
2.1 Размеры и форма деталей, поступающих на сборку узлов и секций, должны соответствовать чертежам и плазовым данным. Допускаемые отклонения на размеры и форму деталей указаны в ОСТ 5.9091-80.
2.2 Детали, поступающие на сборку узлов и секций, должны изготавливаться без припусков. Допускается изготовление деталей с припусками по кромкам, образующим контур узла или секции.
2.3 Комплектацию деталей следует производить пооперационно, при этом детали должны быть уложены в порядке их установки в процессе сборки. Мелкие детали следует хранить и транспортировать в специальных контейнерах.
2.4 Детали, подаваемые на сборку узлов и секций, должны быть очищены от ржавчины, масла, грязи и загрунтованы. Кромки деталей, подлежащих сварке должны быть зачищены в соответствии с рисунком 2.1
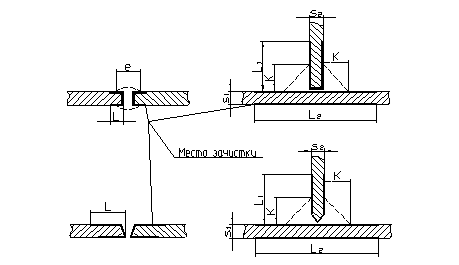
Рис.2.1 Схема размеров зачищаемой поверхности стыкуемых деталей
2.4.1 Ширина шва е при сварке поясьев днищевой обшивки между собой (толщина листов 12 мм) - 18мм; при сварке поясьев днищевой обшивки с горизонтальным килем - 20 мм; при сварке поясьев со скуловым поясом - 18 мм.
Примем длину зачищаемого участка L при сварке любых поясьев днищевой обшивки 27÷32 мм.
2.4.2 Для сварки поясьев настила второго дна (толщина листов 10 мм) примем длину зачищаемого участка 18÷23 мм.
2.4.3 Для сварки набора (толщина 9-10мм) с наружной обшивкой в среде защитного газа назначаем катет шва К=5мм. Длины зачищаемых участков принимаем L1=10÷15мм, а L2=25÷30мм.
2.4.4 Для сварки набора с настилом второго дна и настила второго дна с наружной обшивкой снизу (ручная сварка) К=6 мм, L1=11÷16 мм, L2= 27÷32 мм.
2.4.5 Для сварки настила второго дна с наружной обшивкой сверху (автоматическая сварка под флюсом) К=5, L1=10÷15мм, L2=26÷31мм.








