 2020-01-14
2020-01-14 192
192Ширина роликов одностороннего действия (и затылованных) определяется по формуле:

| (15) |
где:B – ширина роликов;
Lизд – длина накатываемой детали;
C – величина фаски роликов;
S – шаг резьбы.
Ширина цилиндрических роликов двустороннего действия определяется по формуле:

| (16) |
Примечание: Наибольшая допустимая ширина роликов для данной модели резьбонакатного станка не должна превышать величины, указанной в паспортных данных станка. Расчет диаметров роликов
В зависимости от назначения резьбонакатных роликов, расчет наружных диаметров выполняется следующим образом [ ]:
Для резьбонакатных роликов по формуле:

| (17) |
где: Dнар – наружный диаметр роликов;
k – число заходов резьбы роликов;
d2 – средний диаметр резьбы детали;
d1 – внутренний диаметр резьбы детали;
Для резьбонакатных роликов, предназначенных для калибровки предварительно нарезанной резьбы по формуле:

| (18) |
где: h¢u – высота головки резьбового профиля инструмента.
Средний диаметр резьбы роликов рассчитываются по формуле [19]:

| (19) |
где: D2 – средний диаметр резьбы роликов.
Расчет заборной части
Размеры заборной части затылованного ролика определяются величиной затылования Kp и длиной затылованного участка, определяемого углом заборной части j3.
Величина затылования Kp состоит из величины запаса K3 и теоретической величины затылования KТ, т.е.

| (20) |
Или, с учетом составляющих величин K3 и KТ:

| (21) |
где: S – шаг накатываемой резьбы;
h’u – высота головки резьбового профиля инструмента;
d3 – диаметр заготовки под накатывание;
d2min – минимальный средний диаметр накатываемой резьбы;
Длина затылованного участка на чертеже ограничивается величиной угла заборной части j3, зависящего от общей величины затылования Kp и величины подачи на оборот накатываемой заготовки S0.
Угол заборной части определяется по формуле:

| (22) |
где: d2 – средний диаметр накатываемой резьбы;
Dнар – наружный диаметр ролика определяемый по формуле() или ();
S0 – величина подачи на оборот накатываемой заготовки.
В таблицах 2.4.1 и 2.4.2 приведены рекомендации по выбору подач S0 в зависимости от материала накатываемой детали и шага резьбы.
Рекомендуемая радиальная подача при накатывании резьбы для трудно обрабатываемых металлов [ ].
Таблица 2.4.1
| Радиальная подача S0, мм/об. | ||||
| Шаг резьбы S, мм. | Предел прочности при растяжении sb кг/мм2 | |||
| До 50 | 50 - 70 | 70 - 90 | 90 и выше | |
| До 1,0 | 0,04 - 0,06 | 0,025 - 0,035 | 0,015 - 0,02 | 0,018 - 0,015 |
| 1,0 - 1,5 | 0,06 - 0,08 | 0,035 - 0,045 | 0,025 - 0,030 | 0,018 - 0,02 |
| 1,75 - 3 | 0,08 - 0,10 | 0,05 - 0,06 | 0,035 - 0,045 | 0,02 - 0,025 |
Рекомендуемая радиальная подача при накатывании резьбы для материалов применяемых на АО «АВТОВАЗ».
Таблица 2.4.2
| Радиальная подача S0, мм/об. | |||||
| Шаг резьбы S, мм. | Материал накатываемой детали | ||||
| Сталь 0,8КП | Сталь 10 | Сталь АС1 | Сталь 43 | Сталь АС3512 | |
| 0,7 | 0,075 | 0,05 | 0,06 | 0,04 | 0,04 |
| 0,8 | 0,075 | 0,05 | 0,06 | 0,045 | 0,045 |
| 1,0 | 0,09 | 0,078 | 0,08 | 0,07 | 0,07 |
| 1,25 | 0,17 | 0,15 | 0,16 | 0,135 | 0,13 |
| 1,5 | 0,23 | 0,21 | 0,22 | 0,2 | 0,20 |
Радиус начала заборной части Rн (рис.) определяется по формуле:
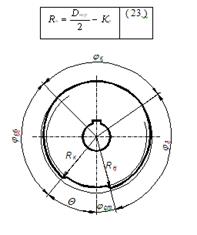
Рис.








