 2020-01-14
2020-01-14 705
705
При анализе существующей обработки была разработана новая технология, на основе совершенствования прогрессивного оборудования и средств оргтехоснастки. При выборе оборудования и средств оргоснастки учитывалось:
повышение удельного веса машинных операций;
механизация ручных работ;
сокращение доли машинных работ;
применение последовательно-параллельного метода обработки.
Характеристика оборудования, рекомендуемого для изготовления изделия и средств оргоснастки приводится в таблице 2.3, таблице 2.4, таблице 2.5
Таблица 2.3 - Характеристика технологического оборудования рекомендуемого для изготовления куртки женской на утеплителе
| Назначение оборудования | Вид обрабатываемых материалов | Класс, предприятие изготовитель | Вид стежка | ||||
| Частота вращения гл. вала, об/мин | Максимальная длина стежка, мм | Максимальная толщина материала, мм | Исполнительный орган перемещения материала | ||||
| Стачивание, втачивание деталей | Синтетическая курточная ткань | 131-321+50, АО "Орша" Беларусь | 301 | 5000 | 4,5 | 5 | Нижняя зубчатая рейка и отклоняющаяся игла |
| Стачивание деталей | Подкладочная вискозно-капроновая ткань | 131-111+100, ПО "Промшвеймаш" | 301 | 5000 | 4,5 | 5 | Нижняя зубчатая рейка и отклоняющаяся игла |
| Втачивание рукавов в пройму | Синтетическая курточная ткань | 541, "Дюркопп" ФРГ | 301 | 3200 | 4 | 5 | Нижняя и верхняя зубчатые реки |
| Расстрачивание | Синтетическая курточная ткань | Двухигольная машина | |||||
Таблица 2.4 - Характеристика средств оргоснастки, рекомендуемых при изготовлении куртки женской на утеплителе
| Требования к выполнению операции | Наименование приспособления | Марка приспособления, предприятие изготовитель | Класс швейной машины, предприятие и изготовитель |
| 1 | 2 | 3 | 4 |
| Соблюдение параллельности строчки краю соединяемых деталей | Откидная направляющая линейка | 3051924703606 (916721) АО "Орша" | 131-111+100, 131-321+50, ПО "Промшвеймаш" |
| Фиксация краев стачиваемых деталей и создание условий для посадки одной из них | Приспособление для соединения двух деталей с посадкой одной из них | 1-69 МОМЗ ЦНИИШП | 131-321+50, АО "Орша" Беларусь |
| Соблюдение параллельности строчки застежке-молнии и заданного расстояния строчки от замка | Приспособление для настрачивания застежки-молнии | 1-66 МОМЗ ЦНИИШП | 131-321+50, АО "Орша", Беларусь |
| Продевание и закрепление нити на товарном ярлыке | Приспособление для продевания и закрепления нити на товарном ярлыке | 6-54 МОМЗ ЦНИИШП |
Таблица 2.5-Характеристика оборудования для влажно-тепловой обработки, рекомендуемого для изготовления куртки женской на утеплителе
| Назначение оборудования | Марка оборудования, тип привода, предприятие изготовитель | Режим ВТО | Способ нагревания верхней подушки утюга | |||
| Температура прессования, град | Усиление прессования, кПа | Время обработки, с | Увлажнение,% | |||
| Внутри-процесс-ная ВТО | - | - | 411 | 1-20 | Электрический | |
| Внутри-процесс-ная ВТО | 100-240 | 50 | 411 | 1-20 | Электрический | |
Для изготовления женской куртки были выбраны промышленные методы обработки, позволяющие применять новое высокоэффективное оборудование и приспособления малой механизации.
Например, машина 957 кл. ("Промшвеймаш") для стачивания ткани верха была заменена на одноигольную стачивающую машину 131-321+50 кл. (АО "Орша", Беларусь), в которой имеется автоматизированный привод с выполнением типовых функций: остановка и фиксация иглы, подъем лапки, обрезка ниток, обрезка края детали.
Для придания изделию хорошего внешнего вида предполагается легкая влажно-тепловая обработка, для которой рекомендуется использовать утюжильный стол "ALISEA", Венгрия, который комплектуется основной и двумя специальными подушками и электропаровым утюгом "TREVEL", Венгрия.
Правильный выбор методов обработки имеет большое значение для выпуска изделий высокого качества, повышения производительности труда и сокращения затрат времени. Так, например, бала изменена технологическая обработка борта (Рис.6). Существующую обработку края борта предложено заменить, что позволит сократить затраты времени, как показано в таблице 2.6
Экономическая оценка осуществляется путем сравнения наиболее трудоемкого метода с другими предложенными вариантами.
По итогам анализа проводится расчет показателей эффективности, приведенных в таблице 2.7
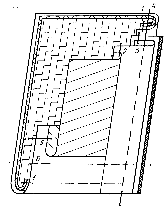
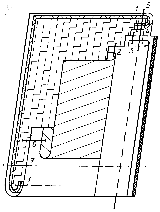
Существующая обработка Предлагаемая обработка
Рисунок 6-Обработка борта
Данные анализа метода обработки представлены в таблице 2.6
Таблица 2.6-Анализ методов обработки
| Существующая обработка | Рекомендуемая обработка | ||||||||
| Наименование неделимой операции | Специальность | Разряд | Затрата времени сек | Оборудование, средства оргоснастки | Наименование неделимой операции | Специальность | Разряд | Затрата времени, сек. | Оборудование, средства оргоснастки |
| Обработка борта | |||||||||
| Притачивание тесьмы-молнии к подборту | М | 3 | 150 | 957кл | Притачивание тесьмы-молнии к подборту | М | 3 | 140 | 131-321+50, АО "Орша", Бела-русь +1-66 МОМЗ ЦНИИШП |
| Обтачивании борта подбортом | М | 4 | 260 | 957кл | Настрачивание подогнутого среза борта на подборт | М | 4 | 268 | 131-321+50, АО "Орша", Бела-русь |
| Вывертывание шва обтачивания | Р | 2 | 30 | - | - | - | - | - | - |
| Прокладывание отделочной строчки по борту | М | 4 | 160 | 957кл. | - | - | - | - | - |
| Итого по узлу | 600 | 408 | |||||||
При изменении длины строчки, частоты стежка или скорости машины затрата времени уточняется по формуле (7):
 (7)
(7)
где: Tн, Tс - новое и существующее время обработки, сек; Lн, Lс - длина стежков, см; mн, mс - новая и существующая частота стежков, в 1 см; Vс, Vн - новая и существующая скорость машины, об/мин.
По итогам анализа проводится расчет показателей эффективности, приведенных в таблице 2.7
Таблица 2.7-Показатели эффективности методов обработки
| Наименование узла обработки | Затраты времени | Сокращение затраты времени | Рост производительности труда% | Затраты времени на мех. и тех. операции, сек | Степень механизации обработки узла,% | |||
| Суще-ствующая | Проектируемая | Существующаяая | Проектируемая | Существующая | Проектируемая | |||
| Стачивание, притачивание, настрачивание деталей верха | 2830 | 2717 | 5 | 5 | 2830 | 2717 | 100 | 100 |
| Стачивание, притачивание, настрачивание деталей подкладки | 931 | 904 | 5 | 5 | 931 | 904 | 100 | 100 |
| Обработка борта (замена технологии) | 873 | 689 | 35 | 53 | 873 | 689 | 93 | 100 |
| Итого по изделию | 7,3 | 7,9 | 4634 | 4310 | 70 | 78 | ||
Расчет роста производительности труда (РПТ) производится по формуле (4):
 (4)
(4)
где Tн, Tс - новое и существующее время обработки, сек.
Сокращение затраты времени (СЗВ) выбранных методов обработки производится по формуле (5):
 (5)
(5)
Для характеристики качества обработки определяют степень механизации обработки данного узла, оказывающую значительное влияние на качество. Степень механизации (Сн) определяют по формуле (6):
 (6)
(6)
где Тм - время механизированных операций, с; Тобщ - общая затрата времени, с.








