 2020-01-14
2020-01-14 179
179
На сегодняшний день очень остро стоит вопрос об охране окружающей среды. Со стремительным развитием человеческой расы, набирают все большие обороты все больше и больше отраслей промышленности с внедренными усовершенствованными технологиями.
Из - за повсеместного развития разных отраслей промышленности нарушается естественный баланс природы. Это появление озоновых дыр, загрязнение водоемов, нарушение земного ландшафта, загрязнение воздуха, особенно в городах, и так далее.
Выбросы предприятий легкой промышленности составляют 20% от всех предприятий Российской Федерации. Годовой объем сброса сточных вод составляет 200000000 м3. Годовые выбросы содержат бензин, этилацетат, сероводород, аммиак и так далее. Поэтому необходимо защищать окружающую среду от антропогенного воздействия.
Исследования воздушной сферы показывают, что в швейном производстве, в зависимости от вида использованного сырья и характера технологического процесса, в рабочую зону выделяется пыль, вредные газы, избыточное тепло.
В целях снижения вредных воздействий, необходимо чтобы все машины были оснащены местной вытяжной вентиляцией. Процесс чистки оборудования и помещений фабрики следует механизировать с помощью передвижных пылесосов или централизованных вакуумных установок, обеспечивающих чистоту рабочей среды и сокращение ручного труда.
Можно предложить несколько вариантов переработки вторичного сырья. Это заключение договоров с разного рода перерабатывающими заводами, либо переработка на самих предприятиях. Например: измельчение вторичного сырья и использование его как набивочного сырья для матрасов, подушек. Либо продажа лоскута в организации в качестве обтирочного материала. Заключение долгосрочных договоров с учебными учреждениями по продаже лоскутков в качестве рабочего материала. Можно наладить мини производство по переработке отходов на самом предприятии - это изготовление салфеток, прихваток, рукавиц, то есть художественная переработка лоскута подставок и тому подобное в зависимости от состава материала.
Все предложенные меры должны быть учтены при организации производства швейной промышленности, что позволит снизить вредное воздействие, обеспечит чистоту рабочей среды и как следствие снизит выбросы в окружающую среду.
Используемая литература
Бабаджанов С.Г. Экономика предприятий швейной промышленности. - М.: Академия, 2003.
Бескоровайная Г.П., Куренова С.В. Проектирование детской одежды. - М.: Мастерство, 2000.
Ганеев А.П. Оформление текстовых и графических материалов при подготовке дипломных проектов, курсовых, письменных экзаменационных работ (требования ЕСКД). - М.: Академия, 2000.
ГОСТ 12807-88. Изделия швейные. Классификация стежков, строчек и швов. - М.: Изд-во стандартов, 1989.
ГОСТ 20521-75. Технология швейного производства. Термины и определения. - М.: Изд-во стандартов, 1987.
ГОСТ 22977-89. Детали швейных изделий. Термины и определения. - М.: Изд-во стандартов, 1990.
Доможиров Ю.А., Полунин В.П., Внутрипроцессный транспорт швейных предприятий. - М.: Легпромиздат, 1987.
Ермаков А.С. Оборудование швейных предприятий. - М.: ПрофОбрИздат, 2002.
Ермилова В.В., Ермилова Д.Ю. Моделирование и художественное оформление одежды. - М.: Академия, 2000.
Зак И.С., Горохов И.К., Воронин Е.И. Справочник по швейному оборудованию. - М.: Легпромиздат, 1981.
Зак И.С., Полухин В.П., Лейбман С.Я. Комплексно-механизированные линии в швейной промышленности. - М., 1988г.
Изместьева А.Я., Юдина Л.П., Умняков П.Н. Проектирование предприятий швейной промышленности. - М.: Легпромиздат, 1983.
Исаев В.В. Оборудование швейных предприятий. - М.: Легкая индустрия, 1982.
Исаев В.В., Франц В.Я. Устройство, работа, наладка и ремонт швейных машин. - М.: Легкая индустрия, 1978.
Кокекин П.П. Одежда: технология-техника, процессы - качество. Справочник. - М.:
Изд. МГУДТ, 2001.
Конструирование одежды. / Амирова Э.К., Сакулина О.В., Сакулин Б.С., Труханова А.Т. - М.: Мастерство, 2001.
Лабораторный практикум по технологии швейных изделий. / Меликов Е.Х. Золтцева Л.В., Мурыгин В.Е. - М.: Легпромбытиздат, 1988.
Мурыгин В.Е. Чаленко Е.А. Основы функционирования технологических процессов швейного производства. - М.: Спутник +, 2001.
Паничев М.Г., Мурадьян С.В. Организация и технология отрасли. - Ростов н/Д: Феникс, 2001.
Першина Л.Ф., Петрова С.В. Технология швейного производства. - М.: Легпроиздат, 1991.
Подготовительно-раскройное производство швейных предприятий/под ред.Т. Голубковой. - Мн.: Выш. школа, 2002.
Промышленная технология одежды. Справочник / Кокеткин П.П. Кочегура Т.Н., Барышникова В.И., и др. - М.: Легпромиздат, 1988.
Рачинская Е.И., Сидоренко В.И. Моделирование и художественное оформление одежды. - Ростов н/Д.: Феникс, 2002.
Рачок В.В. Оборудование швейного производства. - Минск, Высшая школа, 2000.
Савостицкий А.В., Меликов Э.Х. Технология швейных изделий. - М.: Легкая промышленность, 1982.
Савостицкий Н.А., Амирова Э.К. Материаловедение швейного производства. - М.: Академия, 2001.
Сакулин Б.С., Амирова Э.К., Сакупина О.В., Труханова А.Т. Конструирование мужской и женской одежды. - М.: ЦРПО, 1999.
Современные формы и методы проектирования швейного производства/ Серова Т.М., Афанасьева А.И., Илларионова Т.И., Делль Р.А. - М.: МГУДТ, 2004.
Современная технология юбки и блузки. / Дашкевич Л.М., Можчиль Н.Е. - Ростов р/Д.: Феникс, 2001.
Справочник по подготовке к раскрою материалов при производстве одежды/ Галынкер И.И., Гущина К.Г., Сафонова И.В. - М.: Легкая индустрия, 1980.
Суворова О.В. Швейное оборудование. - Ростов н/Д,: Феникс, 2000.
Технология швейного производства / Амирова Э.М., Труханова А.Т., Сакулина О.В., Сакулин Б.С. - М.: Академия, 2004.
Типовая техническая документация по конструированию, технологии изготовления, организации производства и труда, основным и прикладным материалам, применяемым при изготовлении женского и детского платья. - М.: ЦНИИТЭИлегпром, 1982.
Типовая техническая документация по конструированию, технологии изготовления, организации производства и труда, основным и прикладным материалам, применяемым при изготовлении женских пальто. - М.: ЦНИИТЭИлегпром, 1982.
Типовая техническая документация по конструированию, технологии изготовления, организации производства и труда, основным и прикладным материалам, применяемым при изготовлении детских пальто. - М.: ЦНИИТЭИлегпром, 1982.
Типовая техническая документация по конструированию, технологии изготовления, организации производства и труда, основным и прикладным материалам, применяемым при изготовлении мужских сорочек. - М.: ЦНИИТЭИлегпром, 1982.
Труханова А.Т. Основы технологии швейного производства. - М.: Высшая школа, 2001.
Труханова А.Т. Технология женской и детской легкой одежды. - М.: Высшая школа, 2000.
Труханова А.Т. Технология мужской и женской верхней одежды. - М.: Высшая школа, 2003.
Франц В.Я., Исаев В.В., Лейбман С.Я., Очкас Д.С. Иллюстрированное пособие по швейному оборудованию. - М.: Легкая индустрия, 1976.
Франц В.Я. Охрана труда на швейных предприятиях. - М.: Легпромбытиздат, 1987.
Червяков Р.И., Сумароков Н.В. Швейные машины. - М.: Машиностроение, 1976.
Янчевская А. Конструирование верхней женской одежды. - М.: Легпромиздат, 1989.
Журналы: "Швейная промышленность", "Текстильная промышленность", "Ателье", "Индустрия моды", "Интернэшенел текстайлз".
Приложения
Приложение 1
Таблица 1.4-Расчет чертежа изделия
| № п/п | Наименование конструктивного участка | Конструктивный отрезок | Формула | Расчет |
| 1 | 2 | 3 | 4 | 5 |
| Построение базисной сетки | ||||
| 1 | Ширина базисной сетки | Аа1 | Сг3+Пг | 56 |
| 2 | Длина изделия | АН | Дизд | 56 |
| 3 | Ширина спинки | Аа | Шс+Пшс | 19,3 |
| 4 | Ширина полочки | а1а2 | Шг+ (Сг2-Сг1) +Пшп | 22,3 |
| 5 | Уровень лопаток | АУ | 0,3·Дтс1 | 11,8 |
| 6 | Уровень линии груди | АГ | Впр. з1+Пв. пр | 22,5 |
| 7 | Уровень линии талии | АТ | Дтс1+Пдтс | 40,2 |
| 8 | Уровень линии бедер | ТБ | 0,5·Дтс1-2 | 17,6 |
| Из точек Г, Т, Б вправо проводят горизонтальные линии, а из точек а, а1, а2 опускают вертикали. Пересечение с линией груди обозначают Г1, Г4, Г3 с талией и бедрами-Т3Б3. | ||||
| Построение чертежа спинки | ||||
| 9 | Отвод средней линии спинки | ТТо | - | 2,5 |
| 10 | Отвод средней линии спинки вверху | ААо | - | 0,7 |
| Горловина спинки | ||||
| 11 | Ширина горловины спики | АоА1 | Сш/3+Пшг | 7,6 |
| 12 | Глубина горловины спики | А1А2 | АА1/3 | 2,5 |
| Линию талии, бедер, низа проводят под прямым углом к линии середины спинки | ||||
| Плечевая линия спинки | ||||
| 13 | Положение конечной плечевой точки П1 на пересечении двух дуг | А2П1 | Шп+раствор вытачки; раствор вытачки ии1=2,0 | 15,1 |
| ТоП1 | Впк2+Пдтс | 43,7 | ||
| 14 | Расположение плечевой вытачки | А2и | А2П1/3 | 5 |
| ии2 | параллельно средней линии спинки | 8 | ||
| 15 | Вспомогательная точка Пґ на пересечении двух дуг | А2 Пґ | Шп | 13,1 |
| и2 Пґ | и2П1 | 11,2 | ||
| 16 | Верхние точки вытачки | и3, и4 | Пґ соединяют с А2 - точка пересечения с ии2 - точка и3, и2и4=и2и3 | |
| Плечевой срез спинки проходит через точки А2, и3, и4, П1 | ||||
| Пройма спинки | ||||
| 17 | Вспомогательная точка П2 | П1П2 | перпендикуляр из точки П1 к аГ1 | - |
| 18 | Контрольная точка П3 | Г1П3 | Г1а/3+2 | 9,5 |
| 19 | Вспомогательная точка 1 | Г11 | 0,2·Шп+1,2 | 3,8 |
| 20 | Середина проймы, точка Г2 | Г1Г2 | (Аа1-Аа-а1а2) /2 | 7,2 |
| Линия проймы спинки проходит через точки П1, П3, 1, Г2. | ||||
| Построение чертежа полочки | ||||
| 21 | Спуск по линии талии | Т3Т30 | 1,0 - для верхней одежды неотрезной по линии талии | 1,0 |
| 22 | Вершина горловины полочки | Т3А3 | Дтп+Пдтс+Пур | 45 |
| Горловина полочки | ||||
| 23 | Ширина горловины | А3А4 | А0А1 | 7,6 |
| 24 | Глубина горловины | А3А5 | А3А4+1 | 8,6 |
| Нагрудная вытачка | ||||
| 25 | Центр груди | Г3Г6 | Цг | 10,2 |
| Пересечение вертикали, проведенной вниз из точки Г6 и линии талии - точка Т6 | ||||
| 26 | Положение конца вытачки | А4Г7 | Вг2 | 28 |
| 27 | Раствор нагрудной вытачки | А4А9 | 2 (Сг2-Сг1) +0,5 | 9,9 |
| Плечевая линия полочки | ||||
| 28 | Вспомогательная точка П4 | Г4П4 | П2Г1-1 | 19,8 |
| 29 | Конечная точка плечевого среза П5 | А9П5 | А9П5=Шп П6П4=П6П5 | 13,1 |
| Линия проймы полочки | ||||
| 30 | Вспомогательная точка 3 | П63 3ч4 | 0,5·П6П5 0,8ч1,0 | 7,1 1,0 |
| 31 | Контрольная точка П6 | Г4П6 | Г4а2/4 | 5,6 |
| 32 | Вспомогательная точка 2 | Г42 | 0,2·Шп | 2,6 |
| Срез проймы полочки оформляется через точки П5,4, П6,2, Г2 | ||||
| Положение линии низа | ||||
| 32 | Длина полочки | Т30Н30 | Т0Н1+1,5 | 17,3 |
| Построение боковых линий спинки и полочки | ||||
| 33 | Положение бокового среза | Г1Г2 | ||
| 34 | Суммарный раствор вытачек | Σв | (Сг3+Пг+Гг.) - (Ст+Пт) - 1,5 | 8,9 |
| 35 | Раствор боковой вытачки | Т4Т5 | Σв/2 | 4,4 |
| 36 | Расширение по линии бедер | В | (Сб+Пб) - Б1Б3 | 1 |
| 37 | Положение боковых линий спинки и полочки по линии бедер | Б2Б4=Б2Б5 | В/2 | 0,5 |
| Положение талевых вытачек | ||||
| 38 | Положение талевой вытачки на спинке | Т1Т4 0,4·ГГ1 | ||
| 39 | Раствор вытачки спинки | Т7Т8 | Σв/3 | 3 |
| 40 | Положение талиевых вытачек на полочке | Совпадает с Г6Т6. Вершины вытачек не доходят до линии груди на 4 см, до линии бедер на 3 см | ||
| 41 | Раствор вытачки полочки | Т9Т10 | Σв/6 | 4,4 |
| Построение двухшовного рукава | ||||
| Базисная сетка | ||||
| 42 | Высота оката рукава | ОРп | Впр-1,5 | 18,5 |
| 43 | Положение линий локтя | ОЛ | Др. лок. | 30,8 |
| 44 | Положение линии низа | ОН | Др. зап-1,5+Пур | 53,2 |
| 45 | Ширина вдвое сложенного рукава | ОО1 | 0,5·Шр=0,5· (Оп+Поп) | 19,3 |
| 46 | Высота оката рукава | О1О2 | ОО1/3 | 6,4 |
| 47 | Линия переднего переката рукава | РпО4 | Г4П6-0,5 | 5,1 |
| 48 | Линия локтевого переката рукава | РлР6 | Г1П3+1 | 10,5 |
| 49 | Положение вспомогательных точек Р2, Р3 | Р2Рп=РпР3 | 2,5 | 2,5 |
| 50 | Развертка рукава по локтевому перекату | Р6Р7=Р6Р8 | 2,5 | 2,5 |
| 51 | Вспомогательная точка Р5 | РпР5=Г2Г4 | 7,5 | 7,5 |
| 52 | Положение вспомогательной точки Р1 | РР1 | 0,5·Шр | 19,3 |
| 53 | Вспомагательные точки 1 и 2 | 1ч2 | О2О3/7 | 2,3 |
| Построение чертежа воротника прямой стойки | ||||
| 54 | Длина горловины | ВА | Lгор | 20,5 |
| 55 | Высота воротника | ВВ1=АА1 | 3…6 см | 6 |
[7,71-73 стр.]
Приложение 2
Карта инженерного обеспечения рабочего места
| Предприятие | Изделие: куртка женская на утеплителе | Модель: типовая | Операция |
| Лист 1 | |||
| Операция: Стачивание плечевых срезов куртки женской на утепляющей прокладке | |||
| Специальность М Разряд 3 Норма времени, с 45 Расценка 28,45 коп. | Оборудование: 131-321+50, ОА "Орша", Беларусь. | ||
| Материал: синтетическая курточная ткань, тинсулейт. | Количество стежков в 10 мм строчки: 4. | ||
| Требования к качеству выполнения операции: Ширина шва стачивания - 10 мм. Совпадение надсечек. Недопустимо: пропуски стежков; искривление шва. Измерения проводятся металлической линейкой методом наложения. | Нитки: Армированные - 44хл. | ||
| Иглы: 0203 №80-40. | |||
| Схема соединения:
| |||
| Схема организации рабочего места: | |||

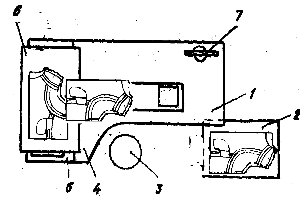
Крышка стола.
Тележка-стеллаж.
Рабочий стул.
Подлокотник.
Плоскость левая боковая.
Плоскость наклонная.
7. Бобинодержатель.
| Карта инженерного обеспечения рабочего места | Модель типовая | Операция | |||
| Лист 2 | |||||
| №, п/п | Содержание приема | Код | Время на прием | Число приемов | Общее время |
| 1 | 2 | 3 | 4 | 5 | 6 |
| 1 | Взять пачку и развязать пачку | А1 | 6,0 | 2 | 13,0 |
| 2 | Пачку развернуть | Т1 | 2,0 | 1 | 3,0 |
| 3 | Пачку разложить | Р1 | 2,0 | 1 | 3,0 |
| 4 | Взять левой рукой полочку и спинку и положить их на стол | А2 | 1,8 | 2 | 3,6 |
| 5 | Обеими руками взять нижние края полочки и спинки | В1 | 0,6 | 2 | 1,3 |
| 6 | Сложить плечевые срезы полочки и спинки | D1 | 0,9 | 2 | 2,9 |
| 7 | Подложить под иглу | C2 | 0,9 | 2 | 2,9 |
| 8 | Стачать срезы со стороны полочки | S1 | 1,26 | 2 | 4,76 |
| 9 | Обрезать нитку ножом | G13 | 0,6 | 2 | 1,34 |
| 10 | Отложить изделие на тележку-стеллаж | H1 | 0,6 | 2 | 1,2 |
| 11 | Связать пачку | Н2 | 7,0 | 1 | 8,0 |
| Итого | 45 | ||||
| tосн | tвсп | tопер | tкач | %п-з. о | t п-з. о | %от. л | t от. л | Hвр |
| 10,2 | 16,7 | 28,3 | 0,7Ч2 | 4,5 | 1,27 | 7,0 | 1,98 | 45 |
| Разработал | Леднева А.М. | Согласовал | дата | Лист | |||
| Проверил | Шандакова О.П. | Утвердил | Шандакова О.П. | 2 |
Приложение 3
Организация работы подготовительного цеха
В подготовительном цехе выполняются следующие операции: приемка материалов с проверкой документации и исправности тары; распаковка материалов; хранение материалов; количественная и качественная оценка материалов; конфекционирование; комплектование материалов для отправки в раскройный цех; расчет кусков тканей для настилов.
Приемка материалов - проверяют сохранность и количество поступивших материалов в соответствии с документами, Распакованные материалы укладывают на поддоны или контейнеры, которые перемещают внутри цеха с помощью электроштабелеров и передвижных талей;
Разбраковка материалов - осуществляется на браковочно-промерочных машинахБПМ-2, БПМ-3;
Хранение материалов - разбракованные материалы хранятся механизировано - элеваторным способом, при котором загрузка и разгрузка тканей производится автоматически с пульта управления. Это позволяет механизировать тяжелый труд и помогает быстрее отыскивать нужные куски ткани, попавшее в данный расчет.
Автоматизированный склад хранения разбракованных материалов с двумя пультами управления может быть использован как основная часть АСУТП. Коммутируя параметры склада на ЭВМ можно автоматически выполнять следующие операции: инвентаризацию, комплектование расчетов, расчеты оптимального использования материалов для выполнения заказов и получать информацию о размерах поставок материалов, его движения и т.д.
Материалы хранят в сухом, проветриваемом помещении на расстоянии 1 м от отопительных приборов, относительная влажность воздуха 60 - 65%, температура 16 - 20 оС, предохраняя их от пыли, солнечных лучей, моли и загрязнения.
Приложение 4
Организация работы раскройного цеха.
Раскройный цех выполняет следующие операции: настилание материалов и выполнение обмеловок; раскрой деталей изделия; нумерация и комплектование деталей кроя; навешивание талонов последовательности; хранение, транспортировка пачек кроя; оформление маршрутных листов; заполнение товарного и контрольного ярлыков.
Материал вырезают на настилочном столе (700 х 1800 мм) механизировано (с помощью настилочных машин МНТ-2, полуавтоматического комплекса ПНК) Для обеспечения правильной комплектовки деталей их клеймят, маркируют, прикрепляя или наклеивая талоны подписанные карандашом. Раскрой материалов осуществляется в два этапа:
1. рассечение настилов на части и частичное вырезание крупных деталей (передвижная раскройная машина ЭЗМ-3 и ЭЗДМ-3);
2. вырезание деталей из отдельных частей настила по линиям зарисовки или лекала (раскройная ленточная машина РЛ-4, РЛ-6).
Автоматическая система раскроя, состоящая из раскройного стола и управляющего устройства, позволяет производить раскрой материалов без нанесения обмеловки раскладки лекал. Вызов программы раскладки из базы данных для раскроя и процесс раскроя осуществляется через управляющее устройство. Настил раскраивают частями по длиннее, причем по программе раскроя - сначала вырезают мелкие, а затем крупные детали.
Нумерация и комплектование деталей кроя выполняется на спецмашине 68-1, прикрепляя талон с номером на лицевой стороне. Детали из основной ткани, подкладки и приклада связывают спецремнями и поставляют на склад кроя.
Приложение 5
Организация работы швейного цеха
В швейном цехе выполняются следующие операции: проверка качества кроя, подгонка деталей по рисунку, разметка вытачек, карманов, складок и так далее, пошив изделий, окончательная ВТО и отделка.
Автоматическая система раскроя, состоящая из раскройного стола и управляющего устройства, позволяет производить раскрой материалов без нанесения обмеловки раскладки лекал. Вызов программы раскладки из базы данных для раскроя и процесс раскроя осуществляется через управляющее устройство. Настил раскраивают частями по длиннее, причем по программе раскроя - сначала вырезают мелкие, а затем крупные детали.
Нумерация и комплектование деталей кроя выполняется на спецмашине 68-1, прикрепляя талон с номером на лицевой стороне. Детали из основной ткани, подкладки и приклада связывают спецремнями и поставляют на склад кроя.








