 2020-01-14
2020-01-14 100
100Расчетно-конструкторский анализ станочного приспособления
Согласно заводского техпроцесса на операции 060 фрезерной с ЧПУ применяется специальное приспособление для обработки отверстия осевым инструментом сверлом и паза концевой фрезой.
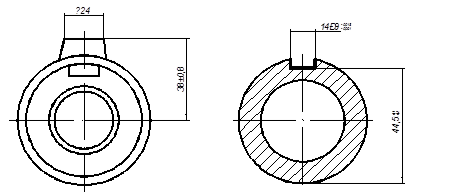
Заготовка устанавливается на оправку 4, до упора в корпус 1. При установке на оправку деталь лишается четырёх степеней свободы, перемещения вдоль двух осей и поворота вокруг этих осей. Упор в торец заготовки также лишает её одной степени свободы, перемещения вдоль оси. Зажим заготовки осуществляется при помощи быстросменной шайбы и гайки.
Расчет погрешности установки детали в приспособление
При расчете приспособления на точность суммарная погрешность ε при обработке детали не должна превышать величину допуска Т выполняемого размера при обработке детали.
Погрешность установки εу заготовки определяется по формуле:
 ,мм (3.1)
,мм (3.1)
Где  - погрешность базирования
- погрешность базирования
 - погрешность закрепления
- погрешность закрепления
При обработке плоских поверхностей, параллельных установочной базе:
 , (3.2)
, (3.2)
Погрешность базирования ε  представляет собой отклонение фактического положения заготовки от требуемого и определяется как предельный допуск рассеяния расстояния Wц измерительной и технологической базами в направлении выполняемого размера.
представляет собой отклонение фактического положения заготовки от требуемого и определяется как предельный допуск рассеяния расстояния Wц измерительной и технологической базами в направлении выполняемого размера.
Возникает погрешность базирования ε  при не совмещении технологической и измерительной баз, при совпадении этих баз данная погрешность равна нулю.
при не совмещении технологической и измерительной баз, при совпадении этих баз данная погрешность равна нулю.
Таблица 1-Расчет погрешности установки
| Технический эскиз | Анализируемые размеры | Допуск |
|
| М16×1,5-7Н | 0,03 |
| 1,6×45 | 0,1 | |
| 14Р9 | 0,044 | |
| 88 | 0,2 | |
45 
| 0,1 | |
| 24 | 0,43 | |
| 38±0,8 | 1,6 | |
44,5 
| 0,1 |

Погрешность базирования при установке на оправку с зазором равна: половине допуска размера по которому происходит установка плюс максимальный зазор между оправкой и установочного размера, то есть
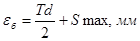 (4.3)
(4.3)








