 2020-01-14
2020-01-14 121
121
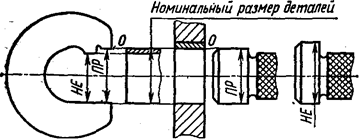
Годность деталей особенно при массовом и крупносерийном производствах, наиболее часто проверяют предельными калибрами. Этими калибрами проверяют размеры гладких цилиндрических, конусных, резьбовых и шлицевых деталей, глубин и высот выступов, а также расположение поверхностей и другие параметры. Комплект рабочих предельных калибров для контроля размеров гладких цилиндрических деталей состоит из проходного калибра ПР (им контролируют предельный размер, соответствующий максимуму материала проверяемого объекта, и непроходного калибра НЕ (им контролируют предельный размер, соответствующий минимуму материала проверяемого объекта). С помощью предельных калибров определяют не числовое значение контролируемых параметров, а годность детали, т. е. выясняют, выходит ли контролируемый параметр за нижний или верхний предел, или находится между двумя допустимыми пределами. Деталь считают годной, если проходной калибр (проходная сторона калибра) под действием собственного веса или усилия, примерно равного ему, проходит, а непроходной калибр (непроходная сторона) не проходит по контролируемой поверхности детали. В этом случае действительный размер находится между заданными дельные скобы для контроля валов предельными размерами. Если проходной калибр не проходит, деталь является исправимым браком; если непроходной калибр проходит, деталь является неисправимым браком, так как размер такого вала меньше наименьшего допускаемого предельного размера детали, а размер такого отверстия - больше наибольшего допускаемого предельного размера.
Рабочие калибры ПР и НЕ предназначены для контроля изделий в процессе их изготовления. Этими калибрами пользуются рабочие и контролеры ОТК завода-изготовителя, причем в последнем случае применяют частично изношенные калибры ПР и новые калибры НЕ.
Для установки регулируемых калибров-скоб и контроля нерегулируемых калибров-скоб применяют контрольные калибры К-И, которые являются непроходными и служат для изъятия из эксплуатации вследствие износа проходных рабочих скоб. Несмотря на малый допуск контрольных калибров, они все же искажают установленные поля допусков на изготовление и износ рабочих калибров, поэтому контрольные калибры по возможности не следует применять. Целесообразно, особенно в мелкосерийном производстве, контрольные калибры заменять концевыми мерами или использовать универсальные измерительные приборы.
Расчет исполнительных размеров калибров
Исполнительными называют предельные размеры калибра, по которым изготовляют новый калибр. Для определения этих размеров на чертеже скобы проставляют наименьший предельный размер с положительным отклонением; для пробки и контрольного калибра - их наибольший предельный размер с отрицательным отклонением. Таким образом, отклонение на чертеже проставляется «в тело» калибра, что обеспечивает максимум металла на изготовление и большую вероятность получения годных калибров. Исполнительные размеры калибров определяют по формулам, приведенным в табл. 1 ГОСТ 24853-81.
Маркировка калибров.
При маркировке на калибр наносят номинальный размер детали, для которого предназначен калибр, буквенное обозначение поля допуска изделия, числовые значения предельных отклонений изделия в миллиметрах (на рабочих калибрах), тип калибра (например ПР, НЕ, К-И) и товарный знак завода-изготовителя.








