 2020-01-14
2020-01-14 201
201
Номинальный размер (D, d, 1 и др.) - размер, который служит началом отсчета отклонений и относительно которого определяют предельные размеры. Для деталей, составляющих соединение, номинальный размер является общим. Номинальные размеры находят расчетом их на прочность и жесткость, а также исходя из совершенства геометрических форм и обеспечения технологичности конструкций изделий.
Для сокращения числа типоразмеров заготовок и деталей, режущего и измерительного инструмента, штампов, приспособлений, а также для облегчения типизации. технологических процессов значения размеров, полученные расчетом, следует округлять (как правило, в большую сторону) в соответствии со значениями, указанными в ГОСТ 6636-69 (СТ СЭВ 514-77). Ряды нормальных линейных размеров (диаметров, длин, высот и т. п.) построены на базе рядов предпочтительных чисел (ГОСТ 8032-56), но с некоторым округлением их значений.
Действительный размер - размер, установленный измерением с допускаемой погрешностью. Этот термин введен, потому что невозможно изготовить деталь с абсолютно точными требуемыми размерами и измерить их без внесения погрешности. Действительный размер детали в работающей машине вследствие ее износа, упругой, остаточной, тепловой деформаций и других причин отличается от размера, определенного в статическом состоянии или при сборке. Это обстоятельство необходимо учитывать при точностном анализе механизма в целом.
Действительным отклонением называется алгебраическая разность между действительным и номинальным размером.
Предельные размеры детали – два предельно допускаемых размера, между которыми должен находиться или которым может быть равен действительный размер годной детали.
Больший из них называют наибольшим предельным размером, меньший - наименьшим предельным размером. Обозначим их Dmax и Dmin для отверстия, dmax и dmin - для вала (рис. 1.1). Сравнение действительного размера с предельными дает возможность судить о годности детали.
Для упрощения чертежей введены предельные отклонения от номинального размера: верхнее предельное отклонение ES, es - алгебраическая разность между наибольшим предельным и номинальным размерами; нижнее предельное отклонение EI, ei - алгебраическая разность между наименьшим предельным и номинальным размерами.
Для отверстия ES = Dmax - D; ЕI = Dmin - D;
для вала es = = dmax, - D; ei = dmin - D (см. рис. 1.1).
На машиностроительных чертежах номинальные и предельные линейные размеры и их отклонения проставляют в миллиметрах без указания единицы, например, Æ50  . При равенстве абсолютных значений отклонений их указывают один раз со знаком ± рядом с номинальным размером, например Æ60±0,2; Отклонение, равное нулю, на чертежах не проставляют, наносят только одно отклонение - положительное на месте верхнего или отрицательное на месте нижнего предельного отклонения, например Æ30+0,5, Æ40-0,4.
. При равенстве абсолютных значений отклонений их указывают один раз со знаком ± рядом с номинальным размером, например Æ60±0,2; Отклонение, равное нулю, на чертежах не проставляют, наносят только одно отклонение - положительное на месте верхнего или отрицательное на месте нижнего предельного отклонения, например Æ30+0,5, Æ40-0,4.
Допуском T (от лат. Tolerance - допуск) называется разность между наибольшим и наименьшим предельными размерами или абсолютное значение алгебраической разности между верхним и нижним отклонениями. Допуск всегда положителен.
Для упрощения допуск можно изображать графически в виде полей допусков (рис. 1.2).
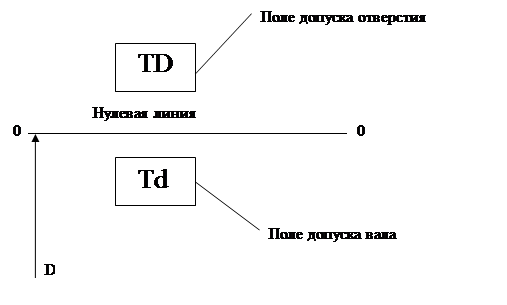
Допуск определяет допускаемое поле рассеяния действительных размеров годных деталей в партии, т.е. заданную точность изготовления, таким образом допуск является мерой точности. Рассеяние размеров годных деталей должно быть меньше допуска. Действительный размер годной детали должен находиться в пределах поля допуска. Поля допуска определяются значением допуска и его положением относительно номинального размера. При графическом изображении поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии.
Нулевая линия - линия, соответствующая номинальному размеру, от которой откладывают отклонения размеров при графическом изображении допусков и посадок. Если нулевая линия расположена горизонтально, положительные отклонения откладывают вверх от нее, а отрицательные - вниз.
Соединения
Две или несколько подвижно или неподвижно соединяемых деталей называют сопрягаемыми. Поверхности, по которым происходит соединение деталей, называют сопрягаемыми. Остальные поверхности называют несопрягаемыми (свободными). В соответствии с этим различают размеры сопрягаемых и несопрягаемых (свободных) поверхностей. В соединении деталей, входящих одна в другую, есть охватывающие и охватываемые поверхности.
Вал - термин, применяемый для обозначения наружных (охватываемых) элементов (поверхностей) деталей.
Отверстие - термин, применяемый для обозначения внутренних (охватывающих) элементов (поверхностей) деталей.
Термины отверстие и вал относятся не только к цилиндрическим деталям круглого сечения, но и к элементам деталей другой формы, например ограниченным двумя параллельными плоскостями (паз, шпонка).
Основной вал - вал, верхнее отклонение которого равно нулю (es = О).
Основное отверстие - отверстие, нижнее отклонение которого равно нулю (ЕI = О).
Допуск размеров охватывающей и охватываемой поверхностей сокращенно назовем соответственно допуском отверстия TD и допуском вала Td.
Посадки
При соединении двух деталей образуется посадка
Посадкой называют характер соединения деталей, определяемый величиной получающихся в нем зазоров или натягов. Посадка характеризует свободу относительного перемещения соединяемых деталей или степень сопротивления их взаимному смещению.
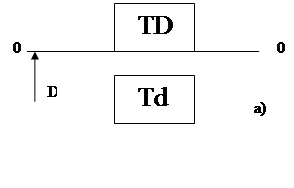
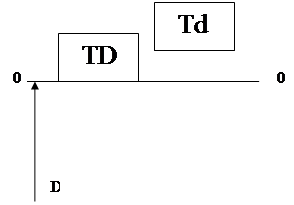
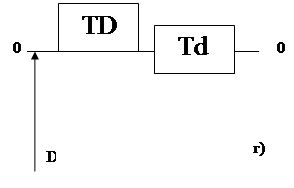
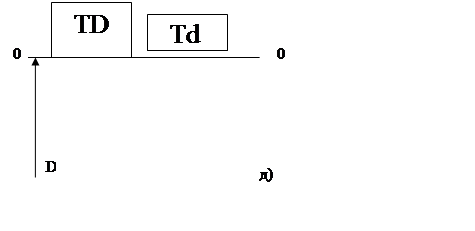
В зависимости от взаимного расположения полей допусков отверстия и вала посадка может быть: с зазором (рис. 1.3, а), с натягом (рис. 1.3, б) или переходной (рис. 1.3, в, г, д), при которой возможно получение как зазора, так и натяга.
Зазор S - разность размеров отверстия и вала, если размер отверстия больше размера вала. Зазор обеспечивает возможность относительного перемещения собранных деталей.
Посадка с зазором – это посадка, при которой обеспечивается зазор в соединении при любых действительных размерах годных валов и отверстий.
Наибольший, наименьший и средний зазоры определяют по формулам^
Smax = Dmax – dmin= (D+ES)-(d+ei)=ES-ei;
Smin = Dmп – dmax=(D+EI)-(d+es)=EI-es;
Sm = (Smax + Smin)/2.
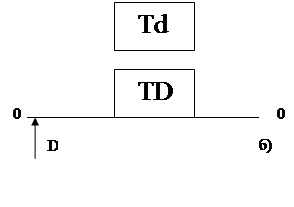
Натяг N - разность размеров вала и отверстия до сборки, если размер вала больше размера отверстия. Натяг обеспечивает взаимную неподвижность деталей после их сборки.
Посадка с натягом – посадка при которой получается натяг в соединении (поле допуска отверстия расположено под полем допуска вала).
Наибольший, наименьший и средний натяги определяют по формулам:
Nmax = dmax – Dmin=es-EI;
Nmin = dmin – Dmax=ei-ES;
Nmax = (Nmax - Nmin)/2.
Переходная посадка - посадка, при которой возможно получение как зазора, так и натяга (поля допусков отверстия и вала перекрываются частично или полностью).
Допуск посадки - разность между наибольшим и наименьшим допускаемыми зазорами (допуск зазора TS в посадках с зазором) или наибольшим и наименьшим допускаемыми натягами (допуск натяга TN в посадках с натягом): TS = Smах - Smin; TN = = Nmax – Nmin.
В переходных посадках допуск посадки - сумма наибольшего натяга и наибольшего зазора, взятых по абсолютному значению.
Для всех типов посадок допуск посадки численно равен сумме допусков отверстия и вала, т. е. TS (TN) = TD + Td.
Основные эксплуатационные требования к системам допусков и посадок гладких цилиндрических соединений
Гладкие цилиндрические соединения разделяют на подвижные и неподвижные.
Основное требование, предъявляемое к подвижным соединениям, - создание между валом и отверстием требуемого зазора в процессе длительной эксплуатации машины, точное центрирование и равномерное вращение вала.
Основное требование, предъявляемое к неподвижным соединениям, - обеспечение точного центрирования деталей и передача в процессе длительной эксплуатации заданного крутящего момента или осевой силы благодаря гарантированному натягу.
Обеспечение наибольшей долговечности - общее требование ко всем соединениям деталей машин и приборов.
В ЕСДП установлено 20 квалитетов: 0,1; 0; 1; 2;…18 (самый точный-0,1, самый грубый, соответственно-18)
В ЕСДП для образования посадок с различными зазорами и натягами для размеров до 500 мм предусмотрено 27 вариантов основных отклонений валов и отверстий.
Основное отклонение – это одно из двух отклонений (верхнее или нижнее), используемое для определения положения поля допуска относительно нулевой линии. Таким отклонением является отклонение, ближайшее к нулевой линии.
Основные отклонения отверстий обозначают прописными буквами латинского алфавита, валов - строчными. Основное отверстие обозначают буквой Н, основной вал h. Отклонения А-Н (a-h) предназначены для образования полей допусков в посадках с зазорами; отклонения J-N (j - n) в переходных посадках, отклонения P-ZC (p-zc) - в посадках с натягом.
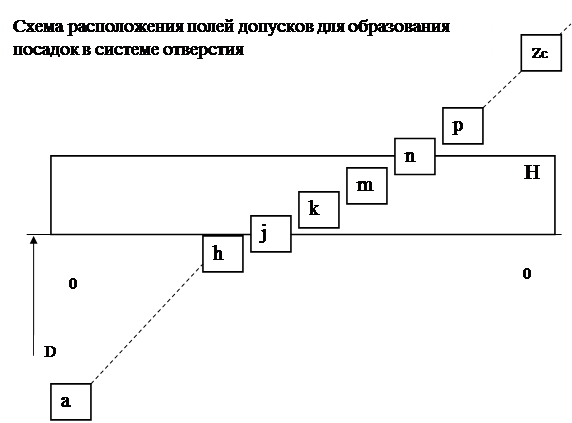

Каждая буква обозначает ряд основных отклонений, значение которых зависит от номинального размера.
Т.е. величина основного отклонения не зависит от квалитета, но зависит от наименования буквы.
Основные отклонения отверстий построены так, чтобы обеспечить посадки в системе вала, аналогичные посадкам в системе отверстия. Они равны по абсолютному значению и противоположны по знаку основным отклонениям валов, обозначаемых той же буквой.
Поля допусков
Поле допуска образуется сочетанием одного из основных отклонений с допуском по одному из квалитетов. Поле допуска ограничено горизонтальной линией, определяемой основным отклонением. которое предельное отклонение, ограничивающее данное поле допуска, можно определить по основному отклонению и допуску принятого квалитета.
В соответствии с рекомендацией ИСО в ЕСДП выделены предпочтительные поля допусков. Они обеспечивают 90-95 % посадок общего применения. Использование предпочтительных полей допусков способствует повышению уровня унификации изделий, сокращает номенклатуру режущих инструментов и калибров, создает благоприятные условия для кооперирования и организации централизованного производства.
Предельные отклонения линейных размеров указывают на чертежах условными (буквенными) обозначениями полей допусков или числовыми значениями предельных отклонений, а также буквенными обозначениями полей допусков с одновременным указанием справа в скобках числовых значений предельных отклонений.
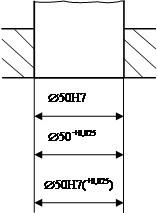
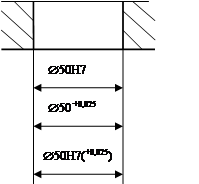
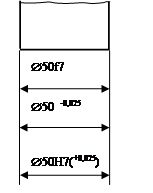
Посадки и предельные отклонения размеров деталей, изображенных на чертеже в собранном виде, указывают дробью: в числителе - буквенное обозначение или числовое значение предельного отклонения отверстия либо буквенное обозначение с указанием справа в скобках его числового значения, в знаменателе – аналогичное обозначение поля допуска вала. Иногда для обозначения посадки указывают предельные отклонения только одной из сопрягаемых деталей.








