 2020-01-14
2020-01-14 218
218Введение
Интенсификация производства в машиностроении неразрывно связана с техническим перевооружением и модернизацией средств производства на базе применения новейших достижений науки и техники. Техническое перевооружение, подготовка производства неизбежно включают процессы проектирования средств технологического оснащения и их изготовления.
В общем объеме средств технологического оснащения примерно 50% составляют станочные приспособления. Применение станочных приспособлений позволяет:
§ надежно базировать и закреплять обрабатываемую деталь с сохранением ее обработки;
§ стабильно обеспечивать высокое качество обрабатываемых деталей
при минимальной зависимости качества от квалификации рабочего;
§ повысить производительность и облегчить условия труда рабочего в механизации приспособлений;
§ расширить технологические возможности используемого оборудования.
В зависимости от вида производства технический уровень и структура станочных приспособлений различны. Для массового и крупносерийного производства в большинстве случаев применяют специальные станочные приспособления одноцелевого назначения для выполнения определенных операций механической обработки конкретной детали. Эти приспособления наиболее трудоемки и дороги при изготовлении. В условиях единичного и мелкосерийного производства широкое распространение получила система универсально-сборных приспособлений, основанная на использовании стандартных деталей и узлов. Этот вид приспособлений более мобилен в части подготовки производства и не требует значительных затрат.
деталь втулка станок приспособление
Создание любого вида станочных приспособлений, отвечающих требованием производства, неизбежно сопряжено с применением квалифицированного труда.
В последнее время в области проектирования станочных приспособлений достигнуты значительные спехи. Разработаны методики расчета точности обработки деталей в станочных приспособлениях, созданы прецизионные патроны и оправки, улучшены зажимные механизмы и усовершенствованна методика их расчетов, разработаны различные приводы с элементами, повысившими их эксплуатационную надежность.
В представленной пояснительной записке изложена информация необходимая для того, чтобы рассчитать, спроектировать и изготовить по возможности простое, надежное и удобное, в обращении, отвечающее стандартам и требованиям производства станочное приспособление для получения сквозного резьбового отверстия в детали "Втулка" в условиях среднесерийного производства.
Общая часть
Описание детали, анализ технологичности детали
Деталь "Втулка" относится к группе тел вращения с габаритными размерами 120мм×130мм. Деталь состоит из цилиндрического основания и двух расположенных симметрично цилиндрических бобышек. Цилиндрическое основание является черной базой и имеет диаметр 120мм и высотой 40мм. На цилиндрической поверхности бобышки диаметром 96h14 имеется сквозное резьбовое, отверстие диаметром 8мм и глубиной 20мм На цилиндрической поверхности бобышки диаметром 96h9 имеется технологическая канавка шириной 2.5мм. Деталь "Втулка" имеет центральное, гладкое, ступенчатое, сквозное отверстие диаметром 56мм на глубину 40мм, диаметром 35Н11мм, диаметром 56мм на глубину 40мм.
Деталь типа "Втулка" применяются в сверлильных приспособлениях (для центрирования и исключения возможности отвода сверла); для установки в шарикоподшипниковых соединениях, закрепления, ограничения износа и вылета сопрягаемых конструкций.
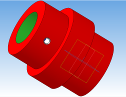

Рис.1 3D модель детали
В результате анализа чертежа детали "Втулка" определенно, что
чертеж содержит все необходимые сведенья о размерах, точности, качестве обрабатываемых поверхностей, допускаемые отклонения от правильной геометрической формы. Дано указания о материале Сталь 25 ГОСТ 1050-88
Конструкция детали технологична:
ü допускается обработка поверхностей детали на проход;
ü Для обработки используются стандартные режущие и измерительные инструменты.
ü Выполнения всех поверхностей обеспечивает удобный подвод стандартного режущего инструмента
ü Деталь имеет хорошие базовые поверхности.
ü Имеется возможность соблюдения принципа и совмещения базовых поверхностей.
ü При выборе установочных технологических базовых поверхностей соблюдается принцип совмещения конструкторской и технологической баз.
Элементов увеличивающих трудоёмкость детали не имеется. В конструкции детали имеется центральное гладкое ступенчатое отверстие, которое усложняет визуальное наблюдение за процессом резания и отводом стружки.








