 2020-01-14
2020-01-14 179
179
Материал детали сталь 25 ГОСТ 1050-88 - конструкционная углеродистая качественная сталь
Таблица 1 Химический состав
| Химический элемент | % |
| Кремний (Si) | 0.17-0.37 |
| Медь (Cu), не более | 0.25 |
| Мышьяк (As), не более | 0.08 |
| Марганец (Mn) | 0.50-0.80 |
| Никель (Ni), не более | 0.25 |
| Фосфор (P), не более | 0.035 |
| Хром (Cr), не более | 0.25 |
| Сера (S), не более | 0.04 |
Таблица 2 Механические свойства
| Предел прочности | 
| 280 |
| Предел текучести | МПа | |
| Относительное удлинение | % | 25 |
| Относительное сужение | % | 45 |
| Твердость по Бриннелю | 
| 207 |
Таблица 3 Физические свойства
| T | E 10-5 | A106 | I | R | C | R 109 |
| Град | МПа | 1/град | Вт/ (м град) | Кг/м3 | Дж/ (кг град) | Ом м |
| 20 | 1.98 | 7820 | 169 | |||
| 100 | 1.96 | 12.2 | 51 | 470 | 219 | |
| 200 | 1.91 | 13.0 | 49 | 483 | 292 | |
| 300 | 1.86 | 13.7 | 46 | 381 | ||
| 400 | 1.63 | 14.3 | 43 | 521 | 488 | |
| 500 | 14.7 | 40 | 571 | 601 | ||
| 600 | 15.0 | 36 | 758 | |||
| 700 | 15.2 | 32 | 925 | |||
| 800 | 26 |
Физические свойства стали 25 (СТ 25, СТ25):
T - Температура, при которой получены данные свойства, [Град]
E - Модуль упругости первого рода, [МПа]
a - Коэффициент температурного (линейного) расширения (диапазон 20o - T), [1/Град]
l - Коэффициент теплопроводности (теплоемкость стали), [Вт/ (м·град)]
r - Плотность стали, [кг/м3]
C - Удельная теплоемкость стали (диапазон 20o - T), [Дж/ (кг·град)]
R - Удельное электросопротивление, [Ом·м]
Технологические свойства
Оси, валы, соединительные муфты, собачки, рычаги, вилки, шайбы, валики, болты, фланцы, тройники, крепежные детали и другие неответственные детали;
После ХТО - винты, втулки, собачки и другие детали, к которым предъявляются требования высокой поверхностной твердости и износостойкости при невысокой прочности сердцевины.
Заменители сталь 30, сталь 25Н
1.3 Маршрут обработки
Таблица 4
| № Опер | Наименование и содержание операции | Оборудование | Режущий инструмент | Измерит. инструмент |
| 005 | Заготовительная. Штамповать заготовку по тех. процессу ОГМет. | Горячештамповочный пресс | - | |
| 010 | Контрольная. Контролировать марку материала и размеры заготовки согласно чертежа. | Стол ОТК. | - | Штангециркуль ШЦ-I-150-0,1ГОСТ 166-80 |
| 015 | Токарная. А. Установить и закрепить заготовку Т.3-х Кул. патрон ГОСТ-2675-80 01. Подрезать торец в размер 134h14; 02. Точить Ø100h14 на длину 45 мм с образованием буртика. 03. Точить фаску 1,5х45˚ на Ø96 мм 04. Расточить отверстие Ø 52Н14 на длину 40мм | Токарно-винторезный SM-300E | Резец прох. отогнутый Т14К8 ГОСТ 18891-73 Резец проходной упорный ГОСТ 18879-73 (Пластина ГОСТ 2882-74) Резец расточной упорный ГОСТ 18883-73 | Штангециркуль ШЦ-I-150-0,1 ГОСТ 166-80 Образцы шероховатости ГОСТ 9378-93 |
| 020 | Токарная А. Установить и закрепить заготовку Т.3-х Кул. патрон ГОСТ-2675-80; разрезная втулка. 01. Подрезать торец в размер 132; 02. Точить Ø 106h14 на длину 45 мм с образованием буртика 03. Точить Ø100h12 0.4 Точить канавку шириной 1.5 мм 0.5 Точить Ø 96h9 на длину 45мм 0.6 Образование фаски 1.5х45 0.6 Расточить отверстие Ø52Н14 на длину 40мм с образованием буртика 0.7 Расточить отверстие Ø31Н14 0.8 Расточить отверстие 35Н11 0.9 Образование фаски 1.5х45 | Токарно-винторезный SM-300E | Резец прох. отогнутый Т14К8 ГОСТ 18891-73 Резец проходной упорный ГОСТ 18879-73 Резец расточной упорный ГОСТ 18883-73 Резец расточной проходной ГОСТ 18882-73 | Штангециркуль ШЦ-I-150-0,1 ГОСТ 166-80 Шаблоны. ГОСТ 18123-82 Скоба Ø 96h9 ГОСТ 18360-93; Калибр-Пробка Ø 35H11 ГОСТ 14807-69; Образцы шероховатости ГОСТ 9378-93 |
| 025 | Сверлильная. А. Установить и закрепить заготовку Т. Спец. приспособ. 01. Сверлить отверстие Ø8 02. Зенковать отверстие на глубину 1.6мм 03. Нарезать резьбу М8-7Н | Rapidrill 450 | Сверло спиральное Ø8 Т5К10 ГОСТ 20695-75 Зенкер ГОСТ 14953-80 Короткий метчик ГОСТ 3266-81 | Штангециркуль ШЦ-I-150-0,1ГОСТ 166-80 Образцы шероховатости ГОСТ 9378-93 |
| 030 | Слесарная. Зачистить заусенцы и притупить острые кромки. | Верстак. | Слесарный инструмент | - |
| 035 | Контрольная. Контролировать размеры детали по чертежу. | Стол ОТК. | Штангециркуль ШЦ-I-150-0,1 ГОСТ 166-80 Образцы шероховатости ГОСТ 9378-93 Шаблоны. ГОСТ 18123-82 Скоба Ø 96h9 ГОСТ 18360-93; Калибр-Пробка Ø 35H11 ГОСТ 14807-69; |
Установочные технологические базы
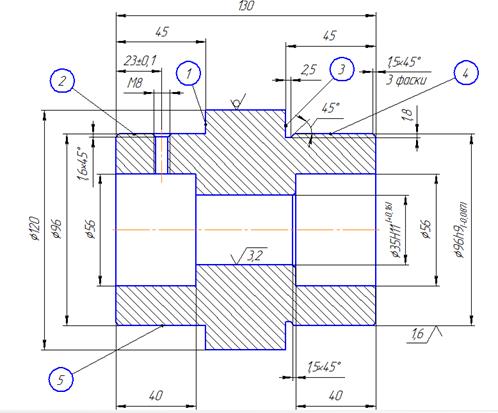
Рис.2 (У.Т. Б.)
Таблица 5
| № Опер | Наименование и содержание операции | Оборудование | У.Т.Б. | Приспособление |
| 015 | Токарная. А. Установить и закрепить заготовку Т.3-х Кул. патрон ГОСТ-2675-80 01. Подрезать торец в размер 134h14; 02. Точить Ø100h14 на длину 45 мм с образованием буртика. 03. Точить фаску 1,5х45˚ на Ø96 мм 04. Расточить отверстие Ø 52Н14 на длину 40мм | Токарно-винторезный SM-300E | 3; 4 | Патрон 3-х кулачковый ГОСТ 2675-80 |
| 020 | Токарная А. Установить и закрепить заготовку Т.3-х Кул. патрон ГОСТ-2675-80; разрезная втулка. 01. Подрезать торец в размер 132; 02. Точить Ø 106h14 на длину 45 мм с образованием буртика 03. Точить Ø100h12 0.4 Точить канавку шириной 1.5 мм 0.5 Точить Ø 96h9 на длину 45мм 0.6 Образование фаски 1.5х45 0.6 Расточить отверстие Ø52Н14 на длину 40мм с образованием буртика 0.7 Расточить отверстие Ø31Н14 0.8 Расточить отверстие 35Н11 0.9 Образование фаски 1.5х45 | Токарно-винторезный SM-300E | 1; 2 | Патрон 3-х кулачковый ГОСТ 2675-80 с разрезной втулкой |
| 025 | Сверлильная. А. Установить и закрепить заготовку Т. Спец. приспособ. 01. Сверлить отверстие Ø8 02. Зенковать отверстие на глубину 1.6мм 03. Нарезать резьбу М8-7Н | Rapidrill 450 | 5 | Специальное приспособление |








