 2020-01-14
2020-01-14 2855
2855
Для закрепления приспособления на рабочей поверхности стола в основании его корпуса предусматриваются проушины в которые заводятся крепежные болты. Головки болтов удерживаются в Т-образных пазах стола.
Количество болтов, а следовательно и проушин, выбирается в зависимости от действующих усилий резания. В большинстве случаев удается обходиться двумя проушинами и лишь при больших усилиях резания приходится предусматривать четыре - по две с каждой стороны. При четырех проушинах шаг t между ними согласуется с шагом Т-образных пазов стола станка.
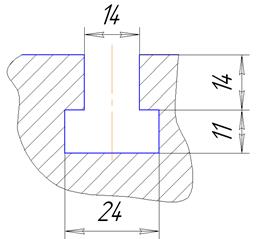
Часто требуется придать приспособлению вполне определенное положение на столе станка по отношению к направлению продольной подачи стола. В этом случае ориентацию приспособления производят с помощью шпонок по Т-образным пазам стола, направление которых точно совпадает с направлением его продольной подачи. Наиболее широко используются стандартные (ГОСТ l4737-69) призматические привертные шпонки (рис. а) Основным размером шпонки является ширина В, которая должна быть равна ширине Т-образного паза стола. Размер В выполняется по h8 по СТ СЭВ (С3 по ГОСТ). В шпонках с канавкой размер В1 (у основания) принимается на 0,5.1,0 мм больше ширины В, что необходимо для пригонки шпонки по Т-образному пазу стола.
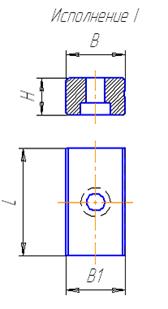
а)
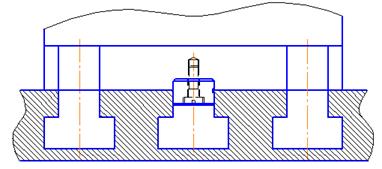
Установка приспособлений с помощью шпонок на фрезерных станках
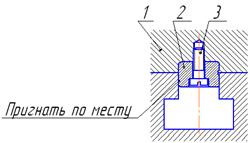
б)
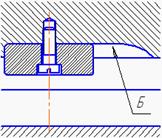
На каждое приспособление ставят по две шпонки. Шпонка 2 устанавливается на корпусе 1 приспособления снизу в специально предусмотренном пазу Б и закрепляется винтом 3 (рис. б).
Шпонки располагают таким образом, чтобы обе они входили в один и тот же Т-образный паз стола - обычно средний, как более точный (рис. в)
в)
Проушины для крепежных болтов размещают: при двух проушинах - на оси шпонок, при четырех - слева и справа от оси так, чтобы для крепления можно было использовать боковые пазы стола.
Вследствие износа и последующих ремонтов ширина пазов на столах станков часто выходит за пределы допусков, что приводит к увеличению зазоров между шпонкой приспособления и пазом стола. В этих случаях для предотвращения возможного поворота приспособления на столе при установке его прижимают шпонками к одной стороне паза стола и тем самым уменьшают погрешность расположения на станке.
Заключение
Применение станочного приспособления позволит:
· уменьшить основное и вспомогательное время благодаря исключению операции разметки заготовок перед обработкой.
· повысить точность обработки.
· облегчить труд станочника, использовать рабочих с более низкой квалификацией.
· повысить производительность труда.
· расширить технологические возможности станков.
· создать условия для автоматизации и механизации станков.
· снизить себестоимость изготовления продукции.
Список литературы
1. Горошкин А.К. Приспособления для металлорежущих станков. - М. - Машиностроение 1990г.
2. Касилова А.Г. и Мещеряков Р.К. Справочник технолога - машиностроителя. В 2-х т. Т2. - М. - Машиностроение 1985г.
3. Шатилов А.А. Станочные приспособления справочник. Т1 М. - Машиностроение 1984 г.

