 2020-01-14
2020-01-14 158
158Исходные данные для расчета
Таблица 2.1 - Вариант и исходные данные
| Показатели | ||||||||||
| Вариант | Годовая программа | Режим работы | Плановые потери времени | Цена материала | Масса изделия | Коэффициент использования материалов | Транспортно-заготовительные работы | Тарифная ставка рабочего 1 разряда | Норма амортизации производственного здания | Рентабельность продукции |
| Ед. изм. | тыс. ед. | смена | % | руб. | кг | - | % | руб./час | % | % |
| 18 | 185 | 2 | 8 | 6,1 | 7,4 | 0,81 | 9 | 100 | 3 | 20 |
| Вид оборудования | Операция | Разряд | Трудоемкость, мин. | Балансовая стоимость, тыс. руб | Установленная мощность, кВт | Габаритные размеры, мм | Годовая норма амортизации, % |
| А | 1 | 3 | 3,8 | 140,2 | 18,0 | 6820х3600 | 10,0 |
| Б | 2 | 3 | 5,8 | 61,3 | 8,6 | 1240х790 | 6,2 |
| В | 3 | 4 | 3,6 | 82,4 | 5,1 | 2750х1520 | 6,8 |
| Г | 4 | 2 | 4,2 | 15,9 | 3,4 | 1100х880 | 6,2 |
| Д | 5 | 5 | 4,5 | 52,4 | 4,9 | 2450х880 | 10,0 |
| Е | 6 | 3 | 4,8 | 140,2 | 18,0 | 6820х3600 | 10,0 |
Таблица 2.2. - Дополнительные данные
Расчет коэффициента загрузки оборудования
Расчет числа единиц оборудования на каждой i -ой операции производится по формуле (2.1):
 (2.1)
(2.1)
Действительный фонд времени работы производственного оборудования рассчитывается по формуле 2.2:
 (2.2)
(2.2)
где Д К = 365 дней; Д ПР = 11 дней; Д ВЫХ ВЫХ = 104 дня; n СМ = 2, t СМ = 8 часов; К ППР = 8.
ФD = (365-104-11)х8х2х0,92=3680
Qp1 = 185000х3,8/3680х60 = 703000/220800 = 3,18; Qпр1 = 4
Qp2 = 185000х5,8/3680х60 = 1073000/220800 = 4,86; Qпр2 = 5
Qp3 = 185000х3,6/3680х60 = 666000/220800 = 3,02; Qпр3 = 4
Qp4 = 185000х4,2/3680х60 = 777000/220800 = 3,52; Qпр4 = 4
Qp5 = 185000х4,5/3680х60 = 832500/220800 = 3,77; Qпр5 = 4
Qp6 = 185000х4,8/3680х60 = 888000/220800 = 4,02; Qпр6 = 5
Принятое количество станков Q ПРi равно ближайшему целому числу при округлении QРi в большую сторону так, чтобы загрузка рабочих мест была как можно полнее.
Степень загрузки рабочих мест характеризуется коэффициентом загрузки оборудования, который рассчитывается по формуле 2.3:
 (2.3)
(2.3)
Результаты расчетов сводятся в таблицу 2.5.
Списочное количество производственных рабочих
 (2.5)
(2.5)
где Ч СПИС – списочное количество рабочих;
Ч ЯВ – явочное количество рабочих;
К ПР – коэффициент, учитывающий пропуски рабочих дней (К ПР = 1,1).
Ч спис = 52 х 1,1 = 58
Таблица 2.5 - Расчет оборудования и коэффициента загрузки
| Операция | Количество рабочих мест: | Коэффициент загрузки станков, К Зi | Число производственных рабочих в 2 смены | |
| Расчетное значение, QPi. | Принятое значение, QПР i | |||
| 1 | 3,18 | 4 | 0,8 | 8 |
| 2 | 4,86 | 5 | 0,97 | 10 |
| 3 | 3,02 | 4 | 0,75 | 8 |
| 4 | 3,52 | 4 | 0,88 | 8 |
| 5 | 3,77 | 4 | 0,94 | 8 |
| 6 | 4,02 | 5 | 0,8 | 10 |
| Итого: | 26 |  0,86 0,86
| Ч ЯВ = 52 | |
Значения коэффициентов загрузки оборудования следует представить в виде диаграммы (рис. 2.1).
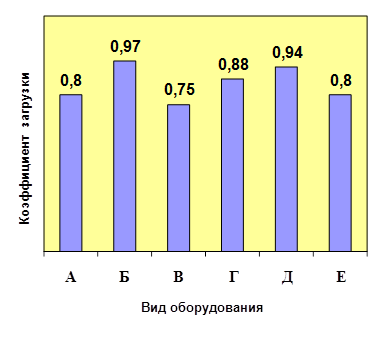
Рис. 2.1 - Коэффициенты загрузки оборудования
Расчет переменных издержек цеха по выпуску изделий
Стоимость материалов
Стоимость материалов вычисляется по формуле 2.6:
 (2.6)
(2.6)
где Ц М – цена за 1 кг материала, руб.; М ИЗД – масса изделия, кг; К ИСП..МАТ – коэффициент использования материала; Н ТЗР – норма транспортно-заготовительных расходов = 9 %.
С мат = 6,1 х 7,4 х 0,81 х 1,09 = 39,85руб.








