2020-01-14
2020-01-14 381
381
Различают три вида исчисления потребности в режущем инструменте: годовую потребность; переходящий запас инструмента на складе предприятия; оперативный фонд инструмента в работе и заточке.
Годовой расходный фонд (в шт.), можно вычислить из количества и длительности работы основного технологического оборудования
по формуле:
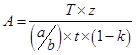
где Т – время работы инструмента в году, ч;
z=4 – число одинаковых инструментов в комплекте на один станок;
a=7 мм – величина допускаемого стачивания рабочей части режущего инструмента;
b=0.22 мм – величина уменьшения рабочей части инструмента за одну переточку;
а/b= 29 – возможное число переточек за срок службы инструмента;
t=2 ч – продолжительность работы инструмента между двумя переточками;
k=0.15 – коэффициент, учитывающий поломку и непредвиденные расходы инструмента (по данным из [2] таблица 11.1).
Для определения длительности работы инструмента на планируемый период времени необходимо установить календарный фонд времени в соответствии с принятым режимом работы предприятия и учитывать время не только на технологические операции, но и на техническое обслуживание станка:
Т= l ∙ m ∙ Tсм ∙ η;
l= 252 – число рабочих дней в году,
m= 2 – число смен,
Tсм =7 ч – продолжительность смены,
η= 0.8 – коэффициент загрузки, тогда:
Т=252∙2 ∙ 7 ∙ 0,8=2822,4 ч;
В итоге получим:
 А=2822,4∙4∕ [31∙30∙(1-0,15)]= 12 шт;
А=2822,4∙4∕ [31∙30∙(1-0,15)]= 12 шт;
Потребное число абразивных инструментов в год для заточки данного вида дереворежущего инструмента определяется по формуле:
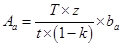
где ba=0,110 шт. (по данным [2] таблица 11.2) – расход абразивного инструмента на одну заточку (круги алмазные):
Аа=2822,4∙4∙0,110∕ [30∙(1-0,15)]= 51 шт.
Основной резерв уменьшения расхода пил – сокращение коэффициента случайной (аварийной) убыли, что требует правильной подготовки инструмента и эксплуатации.
2.7 Выводы по разделу
В этом разделе была получена скорость подачи, позволяющая получить поверхность заданного класса шероховатости. Произведены расчеты силовых показателей, а также получены количество дереворежущего (А=12 шт) и абразивного инструмента, нужного для заточки (Аа=51 шт).
Список использованной литературы
1. Ф.М. Манжос. Дереворежущие станки.
2. А.Э. Грубе, В.И. Санев. Основы теории и расчета деревообрабатывающих станков, машин и автоматических линий.
3. А.Л. Бершадский, Н.И. Цветков. Резание древесины.
4. И.З. Винников, М.И. Френкель. Устройство сверлильных станков и работа на них.
5. П.С. Афанасьев. Конструкции деревообрабатывающих станков.
6. М.Д. Бавельский. Гидропневмоавтоматика деревообрабатывающего оборудования.
7. В.В. Амалицкий, В.В. Амалицкий. Оборудование отрасли.
8. Кузнецов. Атлас конструкций деревообрабатывающего оборудования.
9. Зотов. Подготовка и эксплуатация дереворежущего инструмента.
10. Н.В. Маковский. Теория и конструкции деревообрабатывающих машин.
11. Паспорт станка.
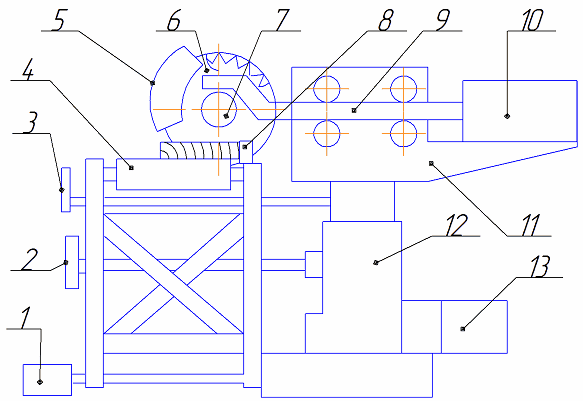
1 – педаль, 2 – маховичок подъема колонки, 3 – рукоятка зажима колонки, 4 – стол с роликами, 5 – ограждение, 6 – пила, 7 – электродвигатель, 8 – направляющая линейка, 9 – суппорт, 10 – гидроцилиндр, 11 – колонка, 12 – станина, 13 – электродвигатель гидропривода подачи