 2020-04-07
2020-04-07 320
320 Рис. 57Д. Обжим
Обжим – операция уменьшения диаметра краевой части исходной заготовки.
Рис. 57Д. Обжим
Обжим – операция уменьшения диаметра краевой части исходной заготовки.
| а – исходное положение; б – обжим; 1 – матрица; 2 – исходная заготовка; 3- продукция обжима; Р – усилие обжима.
Условие уменьшения диаметра исходной заготовки без разрушения металла:
d = (0,7 – 0,8)D
Если d < (0,7 – 0,8)D, обжим выполняется за несколько переходов.
Примеры продукции, полученной после
обжима

|
Операции формоизменения
 Рис. 58Д. Раздача
Раздача – увеличение диаметра цилиндрической заготовки на краевом участке исходной заготовки
Рис. 58Д. Раздача
Раздача – увеличение диаметра цилиндрической заготовки на краевом участке исходной заготовки
| а – исходное положение; б – раздача; 1 –пуансон; 2 – исходная заготовка; 3- продукция раздачи; Р – усилие обжима.
Условие отсутствия разрушения металла при увеличении диаметра исходной заготовки:
mр = D / d = 1,2 – 1,8
где: mр – коэффициент раздачи.
Если mр > 1,8 – раздачу выполняют за несколько переходов
Примеры продукции, полученной после раздачи.

|
 а б
Рис. 59Д. Гибка- придание заготовке изогнутой формы
а б
Рис. 59Д. Гибка- придание заготовке изогнутой формы
| а – исходное положение; б –гибка; 1 –пуансон; 2 – матрица; 3 – исходная заготовка; 4 –изделие гибки; Р – усилие гибки. |
Операции формоизменения
 Рис. 60. Формовка.
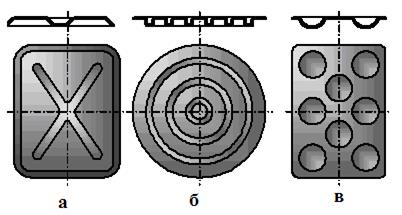
Формовка – операция получения местных углублений и выпуклостей в исходной заготовке при неизменных её габаритных размерах в результате утонения листа в зоне деформации
Рис. 60. Формовка.
Формовка – операция получения местных углублений и выпуклостей в исходной заготовке при неизменных её габаритных размерах в результате утонения листа в зоне деформации
| а –исходное положение; б – формовка; 1- пуансон; 2- матрица; 3- исходная заготовка, 4- прижим; 5-продукцияформовки; Рпр – усилие прижима заготовки; Р – усилие формовки. |
|
Примеры продукции, получаемой формовкой: а – диагональные рёбра жёсткости; б – кольцевые рёбра жёсткости; в – сферические углубления | |
ЛЕКЦИЯ 12. ИЗГОТОВЛЕНИЕ МАШИНОСТРОИТЕЛЬНЫХ ПРОФИЛЕЙ, ПРОКАТКОЙ, ПРЕССОВАНИЕМ, ВОЛОЧЕНИЕМ








