 2020-04-07
2020-04-07 212
212 Для одновременного сверления нескольких отверстий применяют многошпиндельные станки и головки.
Для одновременного сверления нескольких отверстий применяют многошпиндельные станки и головки.
В машиностроении нашли распространение два вида многошпиндельных головок: головки, которыми оснащают универсальные вертикально-сверлильные станки; сверлильные головки (шпиндельные коробки, насадки) агрегатных станков.
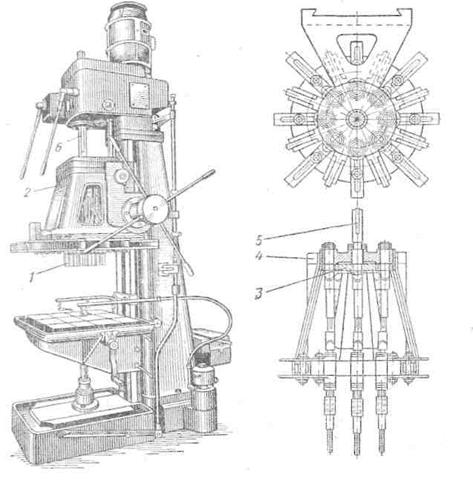
На рис. 4, а показана компоновка узлов многошпиндельной сверлильной головки с неподвижными шпинделями. Шпиндели 1, количество и расположение которых зависит от числа отверстий обрабатываемой детали, смонтированы в корпусе 2 головки. Привод их осуществляется от центрального – ведущего колеса 5 (рис. 4, б). Головка устанавливается на станке следующим образом. Пиноль сверлильного станка оснащают фланцем 4. К нему прикреплю корпус 2 головки. На конце ведущего вала 5 сделаны лыски, которыми он заходит в прямоугольный паз шпинделя 6 станка. Следовательно, шпиндель станка вращает все шпиндели головки, а пиноль сообщает ей подачу.
У многих универсальных станков пиноль не имеет фланца, а шпиндель – прямоугольного паза. В таких случаях фланец 4 делают насадным, а вал 5 – с хвостовиком, размер которого соответствует конусу в шпинделе.








