 2020-04-07
2020-04-07 141
141Алмазно-расточные станки предназначены для финишной обработки отверстий. Тонкое (алмазное) растачивание обеспечивает высокую точность геометрической формы отверстий и высокий класс чистоты поверхности.
Эти станки применяются для растачивания корпусных деталей станков, цилиндров авиационных и автомобильных двигателей и других деталей. В зависимости от расположения оси вращения шпинделя алмазно-расточные станки подразделяются на вертикальные и горизонтальные, по числу шпинделей – на одношпиндеольные и многошпиндельные.
 Главным движением в алмазно-расточных станках является вращение расточного шпинделя с инструментом. Движение подачи в горизонтальных станках сообщается столу, на котором закрепляется заготовка, в вертикальных станках — шпинделю. В специализированных горизонтальных алмазно-расточных станках движение подачи иногда сообщается шпиндельным головкам, в то время как заготовка остается неподвижной.
Главным движением в алмазно-расточных станках является вращение расточного шпинделя с инструментом. Движение подачи в горизонтальных станках сообщается столу, на котором закрепляется заготовка, в вертикальных станках — шпинделю. В специализированных горизонтальных алмазно-расточных станках движение подачи иногда сообщается шпиндельным головкам, в то время как заготовка остается неподвижной.
 Шпиндели алмазно-расточного станка монтируются в прецизионных подшипниках качения или скольжения. В конструкциях шпиндельных головок для компенсации износа подшипников предусматривается автоматическая выборка зазора.
Шпиндели алмазно-расточного станка монтируются в прецизионных подшипниках качения или скольжения. В конструкциях шпиндельных головок для компенсации износа подшипников предусматривается автоматическая выборка зазора.
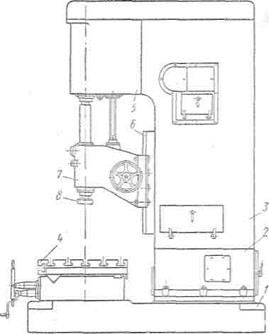
На рис. 8 показан алмазно-расточной вертикальный станок, предназначенный для тонкого растачивания отверстий цилиндров блока автомобильного или тракторного двигателя алмазным инструментом или резцами из твердого сплава. Этот станок имеет массивную жесткую конструкцию, что уменьшает вибрации, возникающие от быстровращающихся механизмов.
На фундаментной плите 1 монтируется тумба 2, а на ней — вертикальная станина 3. На передней части плиты 1 имеются три Т-образных паза для закрепления стола 4. На плите внутри тумбы 2 установлен электродвигатель для привода главного движения. Внутри тумбы 2 установлены насосы для охлаждающей жидкости и смазки, а также электроаппаратура. Внутри станины 3 размещены коробки скоростей и подач, а спереди, на наружной верхней ее части, установлена и закреплена шпиндельная головка 5. По двум прямолинейным направляющим 6 вертикальной станины 3 может перемещаться кронштейн 7 со сменными борштангами 8.
От электродвигателя через клиноременную передачу, коробку скоростей и плоскоременную передачу шпиндель станка с борштангой 8 получает шесть различных значений частот вращения в пределах 225—550 об/мин. Настройка шпинделя с борштангой 8 на различную частоту вращения производится при помощи сменных зубчатых колес коробки скоростей.
Коробка подач также является самостоятельным узлом, вмонтированным внутри станины 3 в верхней ее части. Кроме механизма переключения рабочих подач шпинделя с борштангой 8, в коробке подач находятся механизмы ускоренной его подачи и автоматического переключения шпинделя с ускоренного подвода на рабочую подачу и на ускоренный возврат шпинделя в исходное вертикальное положение.








