 2020-04-12
2020-04-12 291
291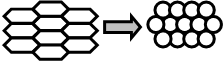 |
В результате рекристаллизации вытянутые кристаллы деформированного металла принимают, примерно, одинаковую равноосную форму, а упрочнение, полученное при пластической деформации, полностью снимается.
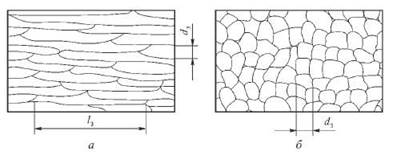
а – структура ориентированная в направлении дефомации;
б – равноосная структура после рекристаллизации
Величина зерна зависит от температуры нагрева и величины предварительной пластической деформации.
Степень пластической деформации 5-10% - критическая, при этой деформации получается максимальная величина зерна.
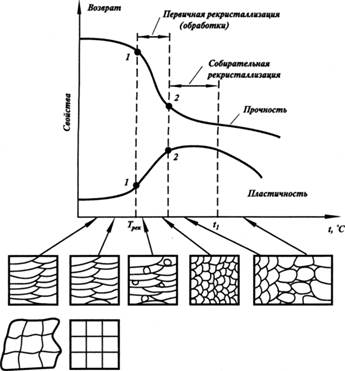
Первичная рекристаллизация – образования мелких равноосных зерен из деформированных.
Собирательная рекристаллизация – рост одних рекристаллизованных зерен за счет других. В результате механические свойства ухудшаются.
Вторичной рекристаллизации соответствуют высокие температуры нагрева наклепанного металла.
В зависимости от того, какой процесс протекает более интенсивно, пластическая деформация подразделяется на три вида.
Виды пластической деформации.
- Горячая пластическая деформация – характеризуется тем, что упрочнение, полученное металлом в момент деформации, полностью снимается рекристаллизацией.
- Неполная горячая пластическая деформация – характеризуется тем, что упрочнение, полученное металлом при пластической деформации, снимается только частично, за счет протекания процесса возврата.
- Холодная пластическая деформация – характеризуется максимальным упрочнением металла, разупрочняющие процессы отсутствуют.
Нагрев металла перед обработкой давлением.
Во многих случаях металлы и сплавы перед обработкой давлением нагревают до определенных температур.
Цель нагрева – улучшение технологических свойств: повышение пластичности и уменьшение сопротивления металла деформированию.
Температурный интервал обработки металлов давлением – это область температур между началом и окончанием обработки, в которой металл имеет максимальную пластичность, минимальный предел текучести и минимальную склонность к росту зерна.
Этот температурный интервал для каждого сплава имеет свои числовые значения. Ориентировочно для сталей этот интервал лежит ниже температуры солидуса на 100-150ºС, и выше линии начала фазовых превращений А3 на 20-30ºС.

Температурная область обработки сталей давлением.
При нагреве металла не только улучшаются технологические свойства сплава, но и протекают процессы, которые могут снизить эксплуатационные свойства.
Процессы, протекающие в металле при нагреве.
- Полиморфные превращения.
- Образование и развитие внутренних термических напряжений (неравномерный нагрев по сечению).
- Обезуглероживание поверхностного слоя – до 2 мм.
- Окисление поверхности металла – образование окалины. Интенсивность процесса зависит от температуры и агрессивности среды.
 Fe2O3 – еще более тонкий
Fe2O3 – еще более тонкий
Fe3O4 – тонкий промежуточный слой ПОВЕРХНОСТЬ
 FeO – толщина 80%
FeO – толщина 80%
МЕТАЛЛ
- Перегрев – интенсивный рост зерна: ухудшение свойств металла. Для углеродистых сталей температура перегрева – 1350 - 1400ºС. Брак исправим, устраняется термической обработкой – отжигом.
- Пережог – окисление границ зерен, образование по границам трещин: резкое снижение пластичности. Для сталей температура пережога – 1400 - 1450ºС. Брак не исправим – металл идет на переплав.
Нагрев заготовок перед обработкой давлением производится:
- в пламенных печах (топливо – газ):
камерные печи – загрузка и извлечение заготовки через одно окно;
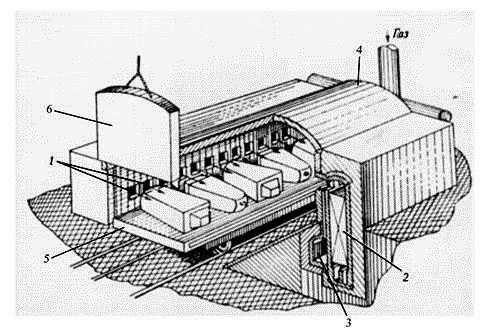
Схема камерной печи с выдвижным подом: 1 – горелки; 2 – воздушный регенератор; 3 – канал для дыма; 4 – свод; 5 – выкатной под; 6 – заслонка
печи методического действия – загрузка с одной стороны печи, перемещение заготовки по поду и извлечение с другой стороны печи,

Методическая нагревательная печь
I-первая нагревательная зона (600-800 °С), II зона максимального нагрева (1250-1350 °С), III – зона выдержки (выравнивания температуры), 2 – заготовки, 3 – горелки, 6 - под печи, 7-окно выгрузки заготовок, 8 - толкатель
- в электропечах: сопротивления, индукционные, электроконтактные.

Схема электронагревательного индукционного устройства
1 – толкатель, 2 – заготовка, 3 – индуктор ( 500 — 8000 гц)








