 2020-04-12
2020-04-12 108
108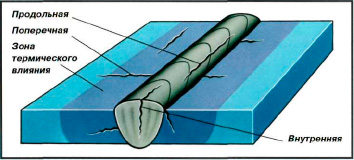
Трещины в сварном шве — дефект в виде несплошности, образованный разрывом сварочного шва при его охлаждении или под действием нагрузок.
В процессе кристаллизации сварочной ванны в металле шва возможно образование трещин. По расположению относительно оси шва они могут быть продольными и поперечными, в зависимости от величины - микро- и макроскопическими (первые из них обнаруживаются с помощью микроскопа, а вторые - невооруженным глазом); в зависимости от температур, при которых они образуются, трещины разделяют на две группы: горячие (высокотемпературные) и холодные (низкотемпературные). Механизм их возникновения различен.
Горячие трещины представляют собой хрупкие межкристаллические разрушения металла шва и околошовной зоны, возникающие в процессе кристаллизации в твердо-жидком состоянии, а также при высоких температурах в твердом состоянии. Трещины, как правило, располагаются по границам кристаллитов и вызывают межкристаллическое разрушение. Объясняется это тем, что при затвердевании металла шва в процессе первичной кристаллизации между кристаллитами располагаются жидкие прослойки, имеющие небольшую температуру плавления. Если возникающие в это время в металле растягивающие внутренние напряжения (вследствие литейной усадки при охлаждении) будут достаточно велики, то по этим прослойкам произойдет разрушение с образованием трещины. Если же процесс полного затвердевания расплава заканчивается до появления больших растягивающих напряжений, то горячие трещины не образуются. Образованию горячих трещин способствует содержание в металле шва примесей - серы, фосфора и др. Так, сера образует легкоплавкий сульфид железа FeS, располагающийся при кристаллизации по границам зерен и увеличивающий вероятность образования трещин. На образовании трещин сказываются также форма и схема кристаллизации сварочной ванны. Узкие швы с глубоким проплавлением более склонны к образованию трещин, чем широкие швы с небольшим проплавлением.
Для уменьшения опасности образования горячих трещин применяют следующие меры:
· используют сварочные материалы с минимальным содержанием серы, углерода, фосфора;
· повышают в металле шва содержание марганца, который связывает серу в более тугоплавкое соединение - сульфид марганца;
· проводят рафинирование (очистку) расплава ванны от серы с помощью введения компонентов, содержащих кальций.
Холодные трещины в структуре металла располагаются как по границам, так и по телу зерен. Поэтому они представляют собой внутрикристаллические разрушения. Холодные трещины в сварных соединениях образуются при температурах 200 - 300°С. Чаще всего они образуются в швах при сварке закаливающихся сталей. На склонность металла к образованию холодных трещин оказывают влияние повышенное содержание углерода и элементов, облегчающих закалку, наличие в шве водорода, загрязнение фосфором, быстрое охлаждение и наличие в швах внутренних напряжений.
С целью уменьшения склонности металла к образованию холодных трещин применяют следующие меры:
· используют материалы с минимальным содержанием фосфора,
· уменьшают насыщение сварочной ванны водородом и азотом,
· принимают меры для уменьшения внутренних напряжений.
Существует ряд способов, направленных на предотвращение возникновения трещин. К ним относятся мероприятия, проводимые:
Перед сваркой:
· выбор правильного металла для изготовления конструкции с учетом химического содержания;
· правильный выбор сварочных материалов;
· выбор правильного режима сварки;
· использование специальных устройств и приспособлений для снижения напряжения, возникающих при сварке.
Во время сварки:
· применять технику сварки, которая обеспечивала бы нормальный размер сварочной ванны и термический цикл сварки;
· предварительный подогрев и последующая термическая обработка;
· по возможности стараться обеспечивать формирование мелких зерен металла во время кристаллизации сварной ванны.








