 2020-04-20
2020-04-20 349
349
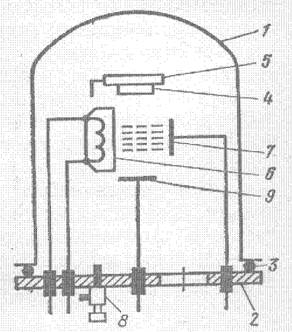
Рис 3.3. Іонно-плазмове напилення
Схема цього методу показана на рис 3.3. Головна його особливість в порівнянні з методом катодного напилення полягає в тому, що в проміжку між електродом 9 – мішенню (з нанесеним на неї напилюваним матеріалом) і підкладкою 4 діє незалежний, "черговий" газовий розряд. Розряд має місце між електродами 6 і 7, причому тип розряду – несамостійний дуговий. Для цього типу розряду характерні: наявність спеціального джерела електронів у вигляді розжарюваного катода (6), низька робоча напруга (десятки вольт) і велика щільність електронно-іонної плазми. Простір підковпака, як і при катодному напиленні, заповнений нейтральним газом, але при нижчому тиску (10-3 – 10-4мм рт. ст.).[3]
Процес напилення полягає в наступному. На мішень щодо плазми (практично – щодо заземленого анода 7) подається від’ємний потенціал (2-3кВ), достатній для виникнення аномального тліючого розряду і інтенсивного бомбардування позитивними іонами плазми. Атоми мішені потрапляють на підкладку і осідають на ній. Таким чином, принципових відмінностей між процесами катодного і іонно-плазмового напилення немає. Розрізняють лише конструкції установок: їх називають відповідно 2-х і 3-х електродними.[3]
Початок і кінець процесу напилення визначаються подачею і відключенням напруги на мішені. Якщо передбачити механічну заслінку, то її наявність дозволяє реалізувати важливу додаткову можливість: якщо до початку напилення закрити заслінку і подати потенціал на мішень, то матиме місце іонне очищення мішені. Воно корисне для підвищення якості напилюваної плівки. Аналогічне очищення можна проводити на підкладці, подаючи на неї (до напилення плівки) негативний потенціал.[3]
При напиленні діелектричних плівок виникає трудність, пов'язана з накопиченням на мішені позитивного заряду, що перешкоджає подальшому іонному бомбардуванню. Це долається шляхом використання так званого високочастотного іонно-плазмового напилення. У цьому випадку на мішень на ряду з постійною негативною напругою подається змінна напруга високої частоти (близько 15 МГц) з амплітудою, що перевищує постійну напругу. Тоді під час більшої частини процесу результуюча напруга негативна; при цьому відбувається звичайний процес розпилювання мішені і на ній накопичується позитивний заряд. Проте під час невеликої частини процесу результуюча напруга позитивна; при цьому мішень бомбардується електронами, тобто розпилювання не відбувається, та зате компенсується накопичений позитивний заряд.[3]
Варіант реактивного (хімічного) іонно-плазмового напилення відкриває ті ж можливості отримання оксидів, нітриду і інших з'єднань, що і реактивне катодне напилення.[3]
Переваги іонно-плазмового методу в порівнянні з катодним полягають в більшій швидкості напилення і більшій гнучкості процесу (можливість іонного очищення, можливість відключення робочого ланцюга без переривання розряду і ін.). Крім того, на якості плівок позначається вищий вакуум.[3]
Анодування
Один з варіантів хімічного іонно-плазмового напилення називають анодуванням. Цей процес полягає в окисленні поверхні металевої плівки (що знаходиться під позитивним потенціалом) негативними іонами кисню, що поступають з плазми газового розряду. Для цього до інертного газу (як і при чисто хімічному напиленні) слід додати кисень. Тому, що анодування здійснюється не нейтральними атомами, а іонами.[1]
Хімічне напилення і анодування проходять спільно, оскільки в газорозрядній плазмі (якщо вона містить кисень) співіснують нейтральні атоми і іони кисню. Для того, щоб анодування переважало над чисто хімічним напиленням, підкладку розташовують лицем (тобто металевою плівкою) убік, протилежно катоду, щоб на неї не попадали нейтральні атоми.
У міру наростання окисного шару струм в анодному ланцюзі падає, оскільки оксид є діелектриком. Для підтримки струму потрібно підвищувати живлячу напругу. Оскільки частина цієї напруги падає на плівці, процес анодування протікає в умовах великої напруженості поля в окисній плівці. У результаті і надалі вона володіє підвищеною електричною міцністю.[1]
До інших переваг анодування відносяться велика швидкість окислення і можливість управління процесом шляхом зміни струму в ланцюзі розряду. Якість оксидних плівок, що отримуються даним методом, вище, ніж при використанні інших методів.[1]








