 2020-05-11
2020-05-11 167
167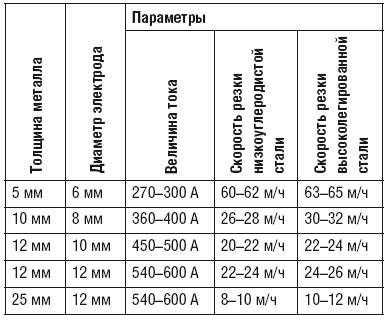
2.4
Аппаратура и технология
Стандартный пост для воздушно-дуговой резки включает:
- пусковую аппаратуру;
- шланг с компрессором;
- источник питания;
- сварочный кабель;
- резак.
При установке в производственном помещении шланг подсоединяется к цеховому воздухопроводу, а не к компрессору. На строительных площадках пост оборудуется в передвижном или уже существующем машинном зале, с подключением к сварочному оборудованию постоянного тока.
Основным рабочим инструментом является резак типа РВД, оснащенный воздушным клапаном и устройством для зажима электрода. В качестве источников питания для резки используется стандартное сварочное оборудование: преобразователи типа ПСО, выпрямители ВД или ВДУ, другие ИП. При отсутствии компрессора и центральной сети допустимо использование баллонов со сжатым воздухом при оснащении их редуктором, понижающим давление.
2.5
Техника безопасности при воздушно-дуговой резке
Все сварочные работы связаны с определенными факторами, которые могут нанести вред здоровью человека.
К основным относятся:
- источники постоянного тока большой величины;
- расплавленный металл, образующийся при резке;
- ультрафиолетовое излучение электрической дуги;
- токсичные газы и пыль, образующиеся в процессе воздушно-дуговой резки.
Чтобы обезопасить себя от перечисленных факторов, следует точно выполнять инструкции по эксплуатации оборудования и работать только в специальной одежде. Помещение, в котором производится воздушно-дуговая резка, должно хорошо вентилироваться. Исключение составляют открытые строительные площадки, где происходит естественный воздухообмен.
В связи с высокой мощностью сварочного электрооборудования перед его включением обязательно следует проверить заземление.
2.6
Основные правила безопасности
- Вылет электрода не должен быть более 100 мм, по мере обгорания его следует выдвигать вперед.
- Сначала открывается клапан для подачи воздуха в рабочую зону, и лишь затем подается напряжение.
- Резка производится постоянным током обратной полярности, при этом электрод следует передвигать справа налево под углом 50–60° к поверхности.
- Не следует слишком сильно нажимать на угольный/графитовый электрод, так как он может сломаться.
- Скорость резки падает с увеличением толщины листа, при этом ширина полученной линии увеличивается.
- При поверхностной и разделительной технологии используются одни и те же инструменты и оборудование.
2.7
Виды Лазерной резки
В зависимости от мощности луча, лазерные станки позволяют выполнять такие виды обработок:
· плавление;
· испарение.
Резать детали путём расплавления выгодно по следующим причинам:
· ресурс лазера выше, чем при испарении;
· меньшее потребление электроэнергии;
· допускается резка заготовок различной толщины;
· точная регулировка луча системой управления — фокусировка, угол наклона;
· высокое качество торцов деталей после обработки;
· при добавлении газов снижается вероятность образования окислов.
Метод испарения: применим для небольшой толщины. Требует значительных энергозатрат, поэтому на практике его используют достаточно редко. Изготовление деталей становится экономически не выгодным.
3.1
Дизайн станка
Дизайн и компоновка оборудования для лазерной резки металла обеспечивают удобство в работе, а также производительность. Простота удаления стружки, доступное пространство для перемещения заготовки относительно лазера, эффективность охлаждения — вот основные параметры, зависящие от расположения конструктивных элементов.
Важно обращать внимание на следующие узлы:
· подъёмный стол;
· лазер;
· систему охлаждения;
· оптику.
Подъёмный стол:
Станок для лазерной резки оснащён подъёмным столом, предназначенным для закрепления и перемещения заготовки относительно луча. Перемещение может быть линейным вдоль вертикальной оси координат. Он обладает различной грузоподъёмностью, площадью, способен перемещаться при помощи механического или электрического подъёмного привода.
Мощность лазера и охлаждение:
Лазерный резак по металлу оснащается лазерами различной мощности, позволяющими выполнять различные задачи. Чем выше мощность, тем качественнее обработка, больше допустимая толщина заготовок, но и выше энергопотребление. Для эффективной работы и установки необходимо обеспечивать качественное охлаждение трубки. От этого будет зависеть ресурс работы лазера. Обычно достаточно водяной системы с датчиком потока, позволяющим контролировать охлаждение.
Оптика: Устройство для лазерной резки предусматривает установку оптики, назначение которой фокусировать луч. Она может быть следующих видов:
· длиннофокусной, применяемой для обработки толстых заготовок;
· короткофокусной, используемой для гравировки или резки тонколистового металла.
3.2








