 2020-05-11
2020-05-11 125
125Алюминиевые сплавы сваривают ручной дуговой сваркой угольными или штучными электродами, дуговой сваркой в защитных газах плавящимся и неплавящимся электродами, дуговой сваркой под флюсом и по слою флюса, газопламенной и контактной сваркой.
Почти при всех способах сварки (кроме контактной) применяют электродную или присадочную проволоку. ГОСТ 7871-75 предусматривает 14 марок проволоки для сварки алюминия диаметром 0,8... 12,5 мм: из технического алюминия Св А97, Св А85Т, Св А5; алюминиево-марганцевую Св АМц; алюминиево-магниевую Св АМгЗ, Св АМг4, Св АМг5, Св 1557, Св АМг61, Св АМгбЗ; алюминиевокремниевую Св АК5, Св АК10 и алюминиево-медистую Св 1201. Проволока диаметром до 4 мм на заводе-изготовителе очищается химической обработкой, наматывается на катушки и упаковывается в полиэтиленовые мешки вместе с порошком силикагеля - индикатором влажности. Если упаковка негерметична, порошок становится розовым. Проволока большего диаметра может быть в мотках, перед сваркой ее надо очистить от консервирующей смазки горячей водой или паром, затем травить 5... 10 мин в 2...5 %-м растворе щелочи NaOH при температуре 60...70 °С, промыть в проточной воде при температуре 50 °С, в холодной проточной воде и осветлить в 15 %-м растворе азотной кислоты в течение 2...5 мин при температуре 60...70 °С.
При ручной дуговой сварке применяют неплавящиеся угольные электроды СК (сварочные круглые) диаметром 4, 6, 8, 10 и 18 мм и длиной до 250 мм (ГОСТ 10720-75). Штучные электроды делают из проволоки, соответствующей составу свариваемого сплава, с обмазкой на основе хлористых и фтористых солей. Для сварки используют электроды ОЗА-1, для заварки дефектов литья ОЗА-2. При дуговой сварке в защитных газах применяют неплавящиеся вольфрамовые электроды и инертные газы: аргон первого или второго сорта и гелий, либо их смеси.
Флюсы применяют при всех способах сварки алюминия, кроме дуговой в защитных газах и контактной. Назначение их - убрать окисную пленку. Поэтому основа всех флюсов - это смеси хлористых и фтористых солей калия, натрия, бария, лития. Марки флюсов разли^ чаются сочетанием этих солей и добавками.
При дуговой сварке в инертных газах применяют любые типы соединений. При других способах сварки плавлением, когда необходимо применение флюсов, чаще сваривают стыковые соединения. Перед сборкой деталей стыкуемые кромки нужно зачистить на ширине 20...30 мм шабером или стальной щеткой из нагартованной коррозионно-стойкой проволоки диаметром 0,1...0,2 мм при длине ворса 30 мм. Затем кромки обезжиривают растворителем (бензином, ацетоном). Качество и безопасность обезжиривания будут выше, если вместо растворителя детали травить 5...8 мин в щелочной ванне при температуре 65 °С с последующей промывкой водой и сушкой. При массовом производстве механическую зачистку кромок лучше заменять травлением по режиму, приведенному выше для проволоки.
Собирать детали можно с помощью прихваток, располагая их со стороны, обратной наложению первого валика шва. Если это невозможно, то прихватку тщательно зачищают, желательно заподлицо с основным материалом. Без прихваток собирать детали можно в приспособлениях, закрепляя их прижимами и фиксаторами, дающими возможность относительного перемещения деталей в процессе сварки, чтобы уменьшить деформации, неизбежно большие при жестком закреплении.
С обратной стороны стыка деталей устанавливают подкладные планки из материала с низкой теплопроводностью, например из хромоникелевой стали. В планке под стыком делают канавку такой величины, чтобы при сварке туда поместился весь металл, содержащий окисные пленки с торцов стыка. Тогда в основной части шва вероятность окисных включений уменьшится. Если подкладные планки установить нельзя, можно сделать с обратной стороны стыка на кромках небольшую, глубиной 0,2...0,3 толщины кромки, разделку, через которую окисные пленки выйдут в проплав.
Аргонодуговая сварка неплавящимся электродом на переменном токе - лучший способ сварки тонколистового алюминия. Она обеспечивает минимальную деформацию свариваемой конструкции и высокое качество шва, не требуя специального флюса. Зажигание дуги непосредственным касанием поверхности детали вольфрамовым электродом нежелательно из-за загрязнения поверхности электрода алюминием, что приводит к его разрушению. Дугу лучше зажигать на вспомогательной графитовой пластинке и переносить разогретый электрод на свариваемые кромки. Ручная сварка неплавящимся электродом может производиться как с присадочным материалом, так и без него. Длина дуги не должна превышать 1,5...2,5 мм, а расстояние от выступающего конца электрода до нижнего среза сопла горелки при стыковых соединениях - 1,0... 1,5 мм,
при тавровых (угловых) - 4...8 мм. Давление защитного газа в зависимости от его расхода устанавливают в пределах 0,01...0,05 МПа. Техника ручной сварки в защитных газах напоминает газопламенную сварку: когда под неподвижным электродом образуется ванна жидкого металла, в нее подают присадочный пруток до заполнения ванны. Затем присадку отводят и электрод быстро перемещают по направлению сварки на нерасплавленные кромки. Вновь разводят сварочную ванну и процесс повторяют. Поскольку алюминий обладает высокой жидкотекучестью, при сварке вертикальных и горизонтальных швов необходимо внимательно следить за объемом расплавляемого металла и вовремя подавать присадочный материал, который, охлаждая металл ванны и увеличивая его вязкость, предотвращает его вытекание. Подачу газа прекращают не раньше, чем через 3...5 с после обрыва дуги. Это обеспечивает высокую стойкость вольфрамового электрода, предотвращая его окисление в разогретом состоянии и последующее растрескивание окисленной поверхности - главную причину появления в шве вольфрамовых включений, одного из основных дефектов сварки неплавящимся электродом. Признаком, окисления вольфрама является синий до черного цвет. Нормальное состояние рабочего конца электрода характеризует серебристо-белый цвет без трещин и налипаний алюминия.
При полуавтоматической и автоматической сварке, в отличие от ручной, неплавящийся электрод располагается вертикально, а присадочная проволока подается так, чтобы ее конец опирался на передний край ванны.
При сварке вольфрамовым электродом на переменном токе условия горения дуги в полупериоды разной полярности отличаются. Когда вольфрам является катодом, из-за мощной термоэлектронной эмиссии с него проводимость дугового промежутка возрастает, сила тока увеличивается, напряжение дуги снижается. Наоборот, в полупериод обратной полярности проводимость дуги уменьшается, сила тока уменьшается, напряжение увеличивается. В сварочной цепи появляется постоянная составляющая тока. Она снижает стабильность горения и уменьшает проплавляющую способность дуги, ослабляет интенсивность катодного распыления окисной пленки на поверхности детали. Ухудшается качество шва. Поэтому при сварке алюминия нужно подавлять постоянную составляющую тока. Для этого в сварочную цепь нужно последовательно включать батарею конденсаторов, которая хорошо пропустит переменный ток и не пропустит постоянный. Специализированные установки для сварки алюминия, например УДГ-301, УДГ-501, такую батарею имеют в своей конструкции.
Основное преимущество сварки вольфрамовым электродом в аргоне - высокая устойчивость дуги - позволяет сваривать алюминиевые сплавы с толщиной кромок деталей 0,8...3,0 мм и выше. Еще меньшие толщины (до 0,2 мм) позволяет сваривать импульсная дуга с неплавящимся электродом. При этом процессе между электродом и деталью непрерывно горит маломощная дуга, поддерживая дуговой промежуток в ионизированном состоянии. На нее периодически накладывают горящих трех дуг: независимой дуги между двумя вольфрамовыми электродами и двух зависимых дуг, горящих между каждым из электродов и свариваемым изделием (см. рис.84, д). Большая проплавляющая способность трехфазной дуги позволяет сваривать за один проход без разделки кромок на подкладке из коррозионно-стойкой стали алюминиевые детали толщиной до 30 мм. При этом резко уменьшается пористость металла шва, так как сварка производится без присадочного металла, за счет поверхности которого обычно увеличивается количество водорода, поступающего в зону плавления.
При сварке трехфазной дугой металла большой толщины, когда проплавляющая способность должна быть максимальной, необходимо, чтобы сила тока в изделии была больше, чем в электродах. И наоборот, когда требуется минимальная проплавляющая способность дуги, например при наплавке, сила тока в изделии может быть установлена меньше силы тока в электродах. Кроме того, регулировать глубину проплавления основного металла можно за счет расположения электродов относительно оси шва. Последовательное их расположение вызывает увеличение глубины проплавления и уменьшение ширины шва, а поперечное - глубину проплавления уменьшает, а ширину шва увеличивает. При трехфазной сварке вольфрамовыми электродами с присадочным металлом для уменьшения загрязнения металла шва водородом и окислами рекомендуется применение присадочной проволоки большого диаметра: при ручной сварке - 3...6 мм, при автоматической 2...4 мм. Источником питания трехфазной дуги могут служить два однофазных трансформатора, соединенных открытым треугольником, или специальный трехфазный сварочный трансформатор. Плавящийся электрод применяют при аргонодуговой сварке алюминиевых сплавов толщиной более 4 мм. Электродную проволоку берут при этом диаметром 1,2 мм и выше. Дугу питают от источника постоянного тока с жесткой или пологопадающей характеристикой. Сварку ведут на обратной полярности, что обеспечивает хорошее разрушение окисной пленки на деталях за счет катодного распыления. Возбуждают дугу замыканием под током электродной проволоки на изделие. Автоматическую сварку плавящимся электродом ведут на подкладках с формирующей канавкой. Максимальный сварочный ток, на котором устойчиво горит дуга и обеспечивается струйный перенос электродного металла, 130 А. Расход аргона такой же, как и при сварке неплавящимся электродом, расстояние между нижним срезом сопла горелки и деталью должно быть 5... 15 мм. Улучшить формирование шва при сварке плавящимся электродом можно, применяя импульсный режим питания дуги. Так же, как и при сварке импульсной дугой неплавящимся электродом, между электродной проволокой и деталью горит непрерывная маломощная дуга, которая оплавляет конец электрода и поверхность детали. Периодически на эту дугу накладывают импульсы тока большой силы (до 1 ООО А), частота которых больше, чем при сварке неплавящимся электродом. Электрод быстро оплавляется, капля с силой сбрасывается в сварочную ванну. Увеличивается глубина проплавления, появляется возможность управлять формированием шва даже в различных пространственных положениях.
При сварке плавящимся электродом вместе с электродной проволокой в шов заносятся находящийся на ней водород и окисная пленка, поэтому качество шва получается хуже, чем при сварке неплавящимся электродом, где поверхность присадочной проволоки может быть меньше.
Алюминиевые сплавы толщиной 10...30 мм можно сваривать на переменном токе плавящимся электродом под слоем флюса. Для этого применяют специальный флюс ЖА-64, состоящий из криолита, хлористого калия, хлористого натрия и кварцевого песка. Флюс разрушает окисную пленку, задерживает охлаждение и затвердевание сварочной ванны - из нее выходит водород, уменьшается пористость. Однако этот способ развития не получил, так как большинство флюсов с солями хлора и фтора гигроскопичны (легко впитывают влагу) и электропроводны. Первое увеличивает количество водорода в шве, второе ухудшает горение дуги, шунтируя ток.
Лучшие результаты получают при дуговой сварке плавящимся электродом по флюсу, который насыпают на поверхность тонким слоем, не закрывающим дугу. Сварку ведут на постоянном токе обратной полярности при вылете электрода 50...60 мм, по зазору между деталями 1...2 мм на флюсовой подушке или стальных подкладках. Применяют плавленые флюсы АН-11, УФОК-А1, МАТИ-10, основные компоненты которых хлориды и фториды натрия, калия и лития.
Электрошлаковую сварку алюминиевых сплавов выполняют с флюсами АМ-А301, АН-А302, основа которых также фтористые и хлористые соли калия, лития, бария. Сварку ведут пластинчатым электродом. Технология сварки такая же, как и для других металлов. При толщине металла 50... 100 мм производительность сварки достигает 50...90 кг/ч. На сплавах АД1, АМц, АМгб и АЦМ обеспечивается прочность 0,8...0,9 от прочности основного металла.
Ручную сварку угольным электродом применяют при исправлении дефектов отливок и при сварке по отбортовке тонколистовых алюминиевых деталей. Дугу питают постоянным током прямой полярности. На свариваемые кромки наносят флюс, состоящий из 45 % КС1, 30 % LiCl, 7 % KF, 3 % Na2S03. Можно применять флюсы, используемые при газопламенной сварке. Сварка угольным электродом дает плотные швы высокой прочности.
Газопламенную сварку алюминия ведут кислородно-ацетиленовым пламенем при соотношении 02/С2Н2 = 1,1...1,2. По отношению к алюминию все зоны пламени имеют окислительный характер. Для защиты от окисления и для удаления окисной пленки применяют флюсы на основе хлоридов и фторидов натрия, калия и лития, например флюс АФ-4А. Флюс разводят в воде непосредственно перед сваркой, а затем наносят в виде пасты на кромки детали и на конец присадочного прутка. Мощность пламени (л/ч) выбирают в зависимости от толщины S (мм) свариваемого металла: А = (100... 150)5.
После сварки с применением флюсов или электродных обмазок необходимо тщательно удалять шлаки с поверхности металла и промывать детали водой, так как остатки шлака сильно разъедают алюминий.
Перед контактной сваркой алюминия лучший способ удаления окисной пленки с поверхности деталей - ультразвуковая обработка. Одна из проблем контактной сварки алюминия - это низкая стойкость электродов из-за налипания алюминия на их поверхность. Сплавы алюминия имеют малое электрическое сопротивление и высокую теплопроводность, поэтому их сваривают на жестких режимах. Деформируемые сплавы типа АМц, АМг и особенно термоупрочняемые сплавы типа Д16Т обладают склонностью к трещинам. При их контактной сварке нужно в конце цикла увеличивать усилие проковки в 3...6 раз по сравнению со сварочным усилием.
2. Редукторы для газовой сварки. Классификация, виды и принцип работы.
При газовой сварке и резке металлов рабочее давление газов должно быть меньше, чем давление в баллоне или газопроводе.
Для понижения давления газа применяют редукторы.
Редуктором называется прибор, служащий для понижения давления газа, отбираемого из баллона до рабочего и для автоматического поддержания этого давления постоянным, независимо от изменения давления газа в баллоне или газопроводе.
Согласно ГОСТ 6268-78, редукторы для газопламенной обработки классифицируются:
• по принципу действия - на редукторы прямого и обратного действия;
• по назначению и месту установки - баллонный (Б), рамповый (Р), сетевой (С), центральный (Ц), универсальный высокого давления (У);
• по схеме редуцирования - одноступенчатый с механической установкой давления (О), двухступенчатый с механической установкой давления (Д), одноступенчатый с пневматической установкой давления (У);
• по роду редуцируемого газа - ацетиленовый (А), кислородный (К), пропан-бутановый (П), метановый (М).
Редукторы отличаются друг от друга цветом окраски корпуса и присоединительными устройствами для крепления их к баллону. Редукторы, за исключением ацетиленовых, присоединяются накидными гайками, резьба которых соответствует резьбе штуцера вентиля. Ацетиленовые редукторы крепят к баллонам хомутом с упорным винтом.
Принцип действия редуктора определяется его характеристикой. У редуктора прямого действия – падающая характеристика, т. е. рабочее давление по мере расхода газа из баллона несколько снижается, у редукторов обратного действия - возрастающая характеристика, т. е. с уменьшением давления газа в баллоне рабочее давление повышается.
Редукторы различаются по конструкции. Принцип действия и основные детали одинаковы для каждого редуктора.
Более удобны в эксплуатации редукторы обратного действия.
Редуктор обратного действии работает следующим образом. Сжатый газ из баллона поступает в камеру высокого давления 8 и препятствует открыванию клапана 9. Для подачи газа в горелку или резак необходимо вращать по часовой стрелке регулирующий винт 2, который ввертывается в крышку 1. Винт сжимает нажимную пружину 3, которая, в свою очередь, выгибает гибкую резиновую мембрану 4 вверх. При этом передаточный диск со штоком сжимает обратную пружину 7, поднимая клапан 9, который открывает отверстие для прохода газа в камеру низкого давления 13. Открыванию клапана препятствует не только давление газа в камере высокого давления, но и пружина 7, более слабая, чем пружина 3.
Билет № 2
Рис. 7. Схема редуктора обратного действия
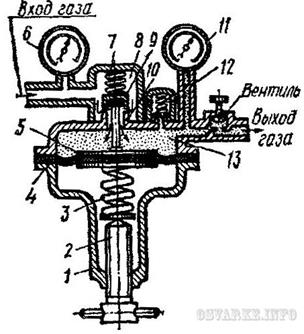
Автоматическое поддержание рабочего давления на заданном уровне происходит следующим образом. Если отбор газа в горелку или резак уменьшится, то давление в камере низкого давления повысится, нажимная пружина 3 сожмется и мембрана 4 выпрямится, а передаточный диск 5 опустится, редуцирующий клапан 9 под действием пружины 7 прикроет седло клапана 10, уменьшив подачу газа в камеру низкого давления.
При увеличении отбора газа процесс будет автоматически повторяться. Давление в камере высокого давления 8 измеряется манометром 6, а в камере низкого давления 13 – манометром 11. Если давление в рабочей камере повысится сверх нормы, то с помощью предохранительного клапана 12 произойдет сброс газа в атмосферу.
В процессе эксплуатации редукторы окрашиваются в те же цвета, что и баллоны.. Необходимо следить, чтобы не произошло воспламенение редуктора из-за резкого открывания вентиля на баллоне, а также следить за техническим состоянием манометра.
3. Расшифровать марку Р6М5
См.конспект








