 2020-05-12
2020-05-12 227
227Если не предполагается работ с микрочипами (телефоны, планшеты, компьютеры) и пайки стали толщиной более 0,5-0,6 мм, можно обойтись комплектом из паяльников на 25 Вт (поз. 3а) и 60-65 Вт, поз. 3 б. Вдруг возникнет необходимость паять металлопрофили с толщиной стенок до 3-4 мм и/или толстый стальной лист, потребуется радиаторный паяльник-«топор» на 300-400 Вт, поз. 4.
Жала паяльников малой мощности (поз. 2а, 2б, 3а, 3б) изначально не прокованы и потому довольно быстро окисляются (подгорают). Чтобы повысить их стойкость, а заодно и отформовать нужным образом, вынутый из паяльника стержень проковывают слесарным молотком на наковальне настольных тисков. «Ширкать» его надфилем после этого нет нужды, да и не надо, чтобы не стереть наружный уплотненный слой меди. После проковки жало сразу же покрывают активированным флюсом.
Теперь понадобится твердая канифоль и мягкий, достаточно тугоплавкий припой (см. далее): ПОС-10, ПОС-30 или ПОС-40. Стержень паяльника вставляют на место, фиксируют, если есть винт-фиксатор, и включают паяльник в сеть. По мере выкипания флюса при прогреве жало погружают в канифоль, чтобы не оголялось. Когда канифоль вокруг жала начнет пузыриться, его натирают палочкой припоя до получения на всей поверхности жала ровной плотной полуды. Нитевидный припой на катушке в данном случае не совсем хорош, он для пайки мелких деталей.
Пока мы готовили паяльник, флюс на паечных поверхностях сделал свое дело: под его слоем они чистые, можно лудить. Здесь критическим пунктом будет толщина деталей:
§ Менее 1/8 диаметра стержня паяльника – прогреются насквозь до температуры плавления припоя менее чем за 7 с. Флюс не успеет выкипеть.
§ Более 1/6 той же величины – прогреются более чем за 10 с, флюс выкипит, детали оголятся и окислятся.
§ 1/8-1/6 диаметра стержня – нужно, чаще всего основываясь на собственном опыте, лудить легкоплавким припоем под высококипящим флюсом. Или воспользоваться паяльником помощнее.
В первом случае на жало набирают каплю припоя, переносят на паяемую поверхность, и, если:
§ Провод тонкий – легко, без нажима, двигают по оголенному концу жалом с одной и затем с противоположной стороны, пока припой не растечется. Провод держат кончиком вниз. Стекшую туда каплю излишка припоя снимают паяльником.
§ Провод толстый – жало двигают по спирали взад-вперед.
§ Плоская тонкая длинная деталь – припой наносят на конец и двигают жало вдоль. Когда за жалом покажутся незалуженные края детали, наносят на недолуженный участок еще флюса, набирают другую каплю припоя и продолжают лужение.
§ Длинная более широкая деталь – то же, что и в пред. случае, но жало ведут змейкой.
§ Широкая деталь – жало двигают по спирали от центра в краям.
Для лужения толстых деталей берут ниточный припой с флюсом, т. наз. гарпиус: это тонкая гибкая трубочка из фольги припоя, в просвете которой порошкообразная канифоль. Лужение начинают с края длинных или с середины широких деталей. Конец гарпиуса прикладывают к месту начала лужения, греют паяльником, пока не растечется. Движения жалом – такие же, как в пред. случаях. Припой подают под жало по мере расходования. Дать на жало – он к нему будет липнуть, пока не образуется большая капля, которая стечет куда не надо.
Особенности пайки проводов
В предварительном соединении паяемых деталей больше всего проблем возникает с проводами: их для этого приходится трогать руками, отчего поверхность металла загрязняется, и спаям проводов чаще прочих паяных соединений приходится выдерживать механические нагрузки.
Скрутки проводов
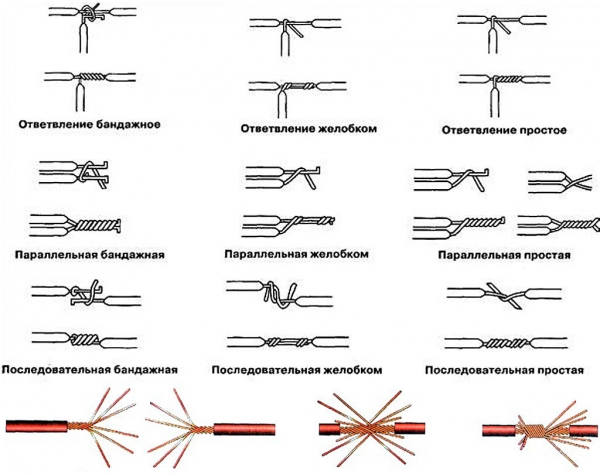
Прежде чем паять провода, их нужно правильно скрутить. Основные виды скруток проводов для пайки показаны на рис. У каждого из них свое предназначение:
§ Бандажными скрутками соединяют жесткие (толстые одножильные) токоведущие провода, т.е. по которым передается электрическая мощность. Особенно – провода наружныее. Бандажное соединение обеспечивает достаточный электрический контакт даже при непропае или перегреве окислившегося спая.
§ Желобковые скрутки делают на проводах в легкоплавкой изоляции (простой ПВХ, полиэтилен), когда необходимо полное растекание припоя при минимальном прогреве. Греют желобковые скрутки только по желобку.
§ Простыми скрутками можно соединять как одножильные, так и многожильные только что зачищенные от изоляции (блестящие) провода.
§ Простая последовательная скрутка, т. наз. прямая британская, или просто британка, применима для соединения токоведущих проводов гибких кабелей сечением до 1,4 кв. мм, не испытывающих регулярных больших механических нагрузок, напр. электрических удлинителей или времянок.
Электрические провода, испытывающие регулярные и/или постоянные механические нагрузки, должны быть обязательно многожильными. Скручивают их, как показано внизу на рис: концы разметливают, «метлы» вдвигают друг в друга и скручивают по-британски. Паяют легкоплавким припоем повышенной прочности, напр. ПОСК-50 (см. ниже) с активированным флюсом, не требующим удаления остатков, также см. ниже.
Параллельные (тупиковые) скрутки проводов сечением свыше 0,7 кв. мм желательно паять погружением в расплавленный припой, см. далее. В противном случае придется греть или долго, или слишком мощным паяльником, отчего изоляция ползет, а флюс преждевременно выкипает.

Примечание: одножильные луженые провода – выводы деталей радиоэлектроники – допустимо паять встык или с набросом крючком, см. рис. справа.
Что паяемо, но не паяется
Не предназначены для соединения пайкой гибкие коаксиальные кабели и кабели для компьютерных сетей типа витая пара («витуха»). Опытный кабельщик, имеющий полное представление об электродинамике линий передачи сигнала, в исключительных случаях сделать муфту на них может. Но при выполнении дилетантом, пусть он в остальном квалифицированный электронщик и монтажник, пропускная способность и помехозащищенности линии упадут ниже допустимого, вплоть до полной потери.
Как чистить и консервировать жало
Жало паяльника очищают от остатков припоя, потирая о мягкую пористую или волокнистую подкладку. Чаще всего используется поролон, но это вариант не из лучших: он подгорает и налипает на жало. Лучший материал для его чистки – натуральный войлок или базальтовый картон. Но еще лучше – 2-ступенчатая чистка, сначала о губку-путанку из металлической ленты, а затем уж о войлок. После чистки паяльник выключают, вводят еще горячее жало в твердую канифоль и ждут, пока она не перестанет пузыриться. Тогда жало вынимают и держат вниз концом, чтобы стекли излишки канифоли. По полном его остывании паяльник можно отправлять на хранение.
Припои и флюсы
Теперь пришло время точно подобрать рабочий припой и флюс к нему, т.к. пайка, в отличие от полуды, должна не только крепко сцепляться с основным металлом, но и сама быть прочной. Сводка сведений о припоях и флюсах широкого применения из старого справочника дана на рис. Применительно к нынешнему времени к ней остается добавить не так уж много.









