 2020-05-12
2020-05-12 284
284Виды заклепок. Для прочных швов (рис. 153, а) используют заклепки с полукруглой 1, плоскоконической 2, плоской (бондарные) 3 и полупотайной 4 головками. Для прочно-плотных швов (рис. 153, б) - заклепки с полукруглой 1, полупотайной 2, конической 3 головками и конической головкой 4 с подголовком. Для плотно-прочных и прочных швов с потайной головкой (рис. 153, в).



Рис. 153. Виды заклепок.
Наибольшее применение имеют заклепки с полукруглой и потайной головками. Заклепки с полукруглой головкой обеспечивают более прочное соединение по сравнению с заклепками, имеющими потайную головку, поэтому первые имеют большее применение, вторые же используются лишь в тех случаях, когда необходимо получить клепку впотай.
Виды заклепочных швов.Место, соединенное заклепками, называется заклепочным швом.
В зависимости от назначения неразъемного соединения существуют следующие виды заклепочных швов:
Прочный шов применяется в тех случаях, когда надо создать неразъемное соединение, способное оказывать достаточное сопротивление действующим на него усилиям. Прочность шва достигается применением соединения с одним или несколькими рядами заклепок. Эти швы применяются для соединения частей ферм, мостов, колонн и т. п.
Плотный шов обеспечивает герметичность, т. е. не пропускает жидкости и газы. В отношении же прочности к нему особых требований не предъявляется.
Герметичность обеспечивается установкой прокладок между склепываемыми листами или подчеканкой шва. Эти швы применяются при изготовлении резервуаров.
Прочно-плотные швы применяются в тех случаях, когда нужно создать прочные и герметические соединения, например в паровых котлах и различных резервуарах с высоким внутренним давлением.
По виду соединений швы подразделяются на швы внахлестку (рис. 154, а), когда край одного листа накладывается на край другого, и швы в стык (рис. 154, б), когда соединяемые детали своими торцами плотно примыкают друг к другу, а на них накладывается одна или две накладки (рис. 154, в).
 2. Устройство ШЦ-2.
2. Устройство ШЦ-2.
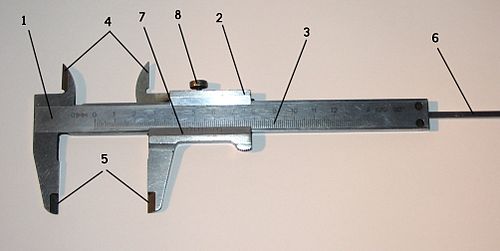
На примере штангенциркуля ШЦ-I:
1. штанга;
2. подвижная рамка;
3. шкала штанги;
4. губки для внутренних измерений;
5.  губки для наружных измерений;
губки для наружных измерений;
6. линейка глубиномера;
7. нониус;
8. винт для зажима рамки.
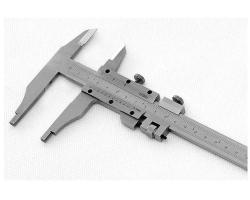
ШЦ-2 имеет тоже что и ШЦ-1,и дополнительно имеет устройство тонкой подачи. Имеет шкалу одинарную в мм, или двойную мм/дюйм.
 3. Заточить зубило.
3. Заточить зубило.
Заточка зубила на заточном станке
 Заточка зубила. Взяв зубило в руки, его осторожно прикладывают к вращающемуся кругу и двигают влево и вправо с легким нажимом. Заточке подвергают попеременно обе грани. Угол между ними — угол заточки — может быть различным и изменяется в зависимости от твердости обрабатываемого материала в следующих пределах: для алюминия и цинка — 35°, меди и латуни — 45°, стали — 60°, чугуна и бронзы — 75°. Углы заточки удобнее всего проверять по шаблону.
Заточка зубила. Взяв зубило в руки, его осторожно прикладывают к вращающемуся кругу и двигают влево и вправо с легким нажимом. Заточке подвергают попеременно обе грани. Угол между ними — угол заточки — может быть различным и изменяется в зависимости от твердости обрабатываемого материала в следующих пределах: для алюминия и цинка — 35°, меди и латуни — 45°, стали — 60°, чугуна и бронзы — 75°. Углы заточки удобнее всего проверять по шаблону.
Шаблон для проверки углов заточки зубила
Билет №7








