 2020-05-12
2020-05-12 864
864Замену сверла производят на выключенном станке, с помощью специального ключа в соответствии с размером патрона. Сначала необходимо открутить внешний обод патрона, для того чтобы установить сверло в патрон. После установки сверла, обод зажимается и обтягивается ключом в нескольких отверстиях находящихся на патроне. Далее производится включение станка, сверло должно крутиться ровно по центру, без биения. Если сверло установлено не правильно следует выключить станок, открутить зажим, вытащить сверло и закрепить его заново.
Билет №5.
Нарезание внутренней резьбы.
Нарезание внутренней резьбы производится следующим образом. Заготовку (деталь) с высверленным отверстием закрепляют в тисках так, чтобы ось отверстия была строго вертикальной. В отверстие вставляют заборную часть чернового метчика и проверяют его установку по угольнику. Поверхность отверстия и режущую часть метчика следует смазать смазочно-охлаж-дающей жидкостью (машинным маслом — для стали, керосином — для чугуна). На хвостовую часть метчика надевают вороток.
Левой рукой прижимают вороток к метчику, а правой проворачивают до врезания на несколько витков в металл. После этого берут воротокдвумя руками и начинают его медленно вращать в таком режиме: 1 — 1,5оборота по ходу часовой стрелки, 0,5 оборота - против (53). Обратный поворот нужен для слома стружки.
По окончании нарезания резьбы черновым метчиком ставят получистовои, а затем и чистовой метчики, и с каждым из них проделывают те же манипуляции, что и с черновым. Все время с помощью угольника нужно контролировать положение оси метчика относительно поверхности заготовки.
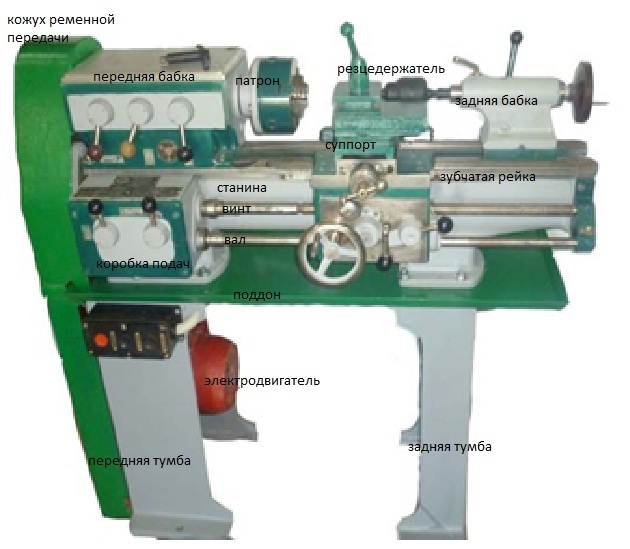
Устройство токарно-винторезного станка.
Заточить сверло.
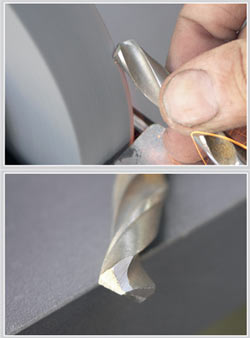 Процесс заточки сверла Заточка сверла производится последовательно — сначала обрабатывается задняя поверхность. Делать это нужно аккуратно, в несколько приемов. Сверло надо плотно прижимать к поверхности точильного круга. Необходимо обращать внимание на угол заточки, он должен быть неизменным. В результате обработки задней поверхности должен получиться правильный конус, если посмотреть на кончик сверла сбоку. После этого обрабатывается режущая часть сверла. Здесь также необходимо строго выдерживать угол. И только после этой операции производится уже окончательная доводка задней поверхности. Необходимо следить за перемычкой, она располагается на самом кончике сверла. При правильной обработке сверла ее размер не должен превышать 0,4 мм для сверл диаметром от 8 мм и менее. Если сверло более крупное, то размер такой перемычки может быть в пределах от 1 до полутора мм. Не стоит приходить в уныние, если сразу не получится — такая работа дается только со временем. Лучше всего перед тем, как приступить к заточке требуемого сверла, потренироваться на каких-нибудь других. В хозяйстве наверняка найдется несколько штук, которые давно «вышли из строя» и просто валяются среди хлама. Главное – получить навык обработки сверла на наждаке, почувствовать, как надавливать, как «держать» угол. Если заточенный пробный «экспонат» вставить в дрель и начать сверлить, то сразу станет ясно, какая ошибка при заточке была допущена. Нужно иметь в виду, что сверление производит не сам наконечник, а боковые стороны сверла. Многие допускают ошибку, стараясь заострить только лишь один конец сверла, не обращая внимания на боковые кромки. Для заточки сверл с победитовым наконечником существует несколько иная методика, более сложная.
Процесс заточки сверла Заточка сверла производится последовательно — сначала обрабатывается задняя поверхность. Делать это нужно аккуратно, в несколько приемов. Сверло надо плотно прижимать к поверхности точильного круга. Необходимо обращать внимание на угол заточки, он должен быть неизменным. В результате обработки задней поверхности должен получиться правильный конус, если посмотреть на кончик сверла сбоку. После этого обрабатывается режущая часть сверла. Здесь также необходимо строго выдерживать угол. И только после этой операции производится уже окончательная доводка задней поверхности. Необходимо следить за перемычкой, она располагается на самом кончике сверла. При правильной обработке сверла ее размер не должен превышать 0,4 мм для сверл диаметром от 8 мм и менее. Если сверло более крупное, то размер такой перемычки может быть в пределах от 1 до полутора мм. Не стоит приходить в уныние, если сразу не получится — такая работа дается только со временем. Лучше всего перед тем, как приступить к заточке требуемого сверла, потренироваться на каких-нибудь других. В хозяйстве наверняка найдется несколько штук, которые давно «вышли из строя» и просто валяются среди хлама. Главное – получить навык обработки сверла на наждаке, почувствовать, как надавливать, как «держать» угол. Если заточенный пробный «экспонат» вставить в дрель и начать сверлить, то сразу станет ясно, какая ошибка при заточке была допущена. Нужно иметь в виду, что сверление производит не сам наконечник, а боковые стороны сверла. Многие допускают ошибку, стараясь заострить только лишь один конец сверла, не обращая внимания на боковые кромки. Для заточки сверл с победитовым наконечником существует несколько иная методика, более сложная.
Билет №6.








