 2020-05-21
2020-05-21 213
213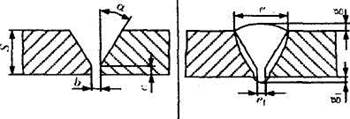
Рисунок 3. Подготовка кромок под сварку.
К элементам геометрической формы подготовке кромок под сварку относятся угол разделки кромок α, притупление кромок – С, зазор между стыкуемыми кромками – b, угол разделки кромок выполняется при толщине металла > 4мм.
Разделка кромок позволяет вести сварку отдельными слоями небольшого сечения, что улучшает структуру сварного соединения. Зазор, правильно установленный перед сваркой, позволяет обеспечить полный провар по сечению соединения.
Притупление выполняется для обеспечения устойчивого ведения сечения процесса сварки при выполнении корневого шва.
Смещение кромок (δ) создает дополнительные деформации и напряжения.
Длина прихватки должна составлять (2÷10)×S, но не более 100мм, а расстояние между ними (10÷40)×S, но не более 500мм. Для разнотолщинных металлов длина (1÷5)×S, но не более 50мм, рост не более 250мм.
Способы наложения валиков и техника выполнения швов
Во время сварки электросварщик сообщает концу электрода движение в трех направлениях.
Первое движение – поступательное по направлению оси электрода, для поддержания необходимой длины дуги Lg, которая должна быть Lg=(0.5÷1.1)dэ где: dэ – Ø электрода в мм.
Длина дуги оказывает большое влияние на качество сварного шва и его форму. Длинной дуге соответствует интенсивное окисление, азотирование расплавленного металла и повышенное разбрызгивание.
Второе движение – вдоль оси валика для образования сварного шва. Скорость движения электрода зависит от величины тока, диаметра электрода, типа и пространственного положения шва. Правильно выбранная скорость перемещения электрода вдоль оси шва обеспечивает требуемую форму и качество сварного шва. Недостаточная скорость движения электрода приводит к перегреву и прожигу металла, а также снижает качество и производительность сварки.
Траектория движения конца электрода









