 2020-05-21
2020-05-21 114
114Типы сварочных аппаратов.
Скрепление деталей сваркой и пайкой основано на одном принципе: заливке соединяемых элементов расплавленными металлами. Только при пайке используют легкоплавкие свинцово-оловянные припои, а при сварке — те же металлы, из которых сделаны свариваемые конструкции.
Физические законы, действующие при сварке.
Чтобы перевести металл из обычного твердого состояния в жидкую стадию, его необходимо разогреть до очень высокой температуры, большей значения его плавления. Электрические сварочные аппараты работают по принципу выделения тепла в проводнике при прохождении по нему электрического тока.
Это явление в первой половине XIX века одновременно описали два физика: англичанин Джеймс Джоуль и россиянин Эмиль Ленц. Они доказали, что величина выделяемой теплоты в проводнике прямо пропорциональна:
1. произведению квадрата проходящего тока;
2. электрическому сопротивлению цепи;
3. времени воздействия.
 ,
,
где: Q – выделяемое тепло;
I – ток, протекающий через электрод;
R – электрическое сопротивление цепи;
t - время протекания тока.
Чтобы создать количество теплоты, способное расплавить металлические детали током необходимо влиять на нее одним из этих трех критериев (I, R, t).
Во всех сварочных аппаратах используется регулирование дуги за счет изменения величины протекающего тока. Остальные два параметра отнесены в разряд дополнительных.
Виды тока для сварочных аппаратов.
В идеальном случае для равномерного прогрева деталей и места шва лучше всего подходит постоянный по времени электрический ток, который могут создать такие источники, как аккумуляторные или химические батареи либо специальные генераторы.
Однако, схема, которая показана на картинке, никогда не используется на практике. Она приведена для показа стабильного по величине тока, способного зажечь ровную, идеальную дугу.
Электрические сварочные аппараты работают от переменного тока промышленной частоты 50 герц. При этом все они создаются для длительной, безопасной работы сварщика, что требует установки минимальной разности потенциалов между свариваемыми деталями.
Однако, для надежного зажигания дуги требуется поддерживать уровень напряжения в 60÷70 вольт. Эта величина взята за исходную для рабочей цепи, в то время, как на вход сварочного аппарата подается 220 либо 380 В.
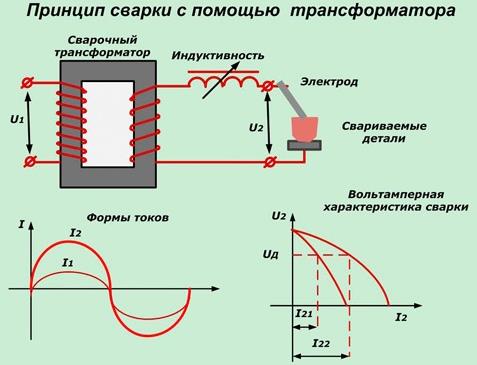
Переменный ток для сварки.
Для понижения подводимого напряжения электроустановки до рабочего значения сварки используются мощные понижающие трансформаторы с возможностью регулирования величины тока. Они на выходе создают такую же по форме синусоиду, как и в питающей сети. А амплитуда гармоники для горения дуги создается значительно большей.
Конструкции сварочных трансформаторов должны отвечать двум условиям:
1. ограничению токов коротких замыканий во вторичной цепи, которые по условиям работы происходят довольно часто;
2. устойчивому горению зажженной дуги, необходимой для работы.
С этой целью их создают с внешней вольтамперной характеристикой (ВАХ), обладающей резкой крутизной падения. Делается это за счет увеличенного рассеивания электромагнитной энергии либо включением в схему дросселя — катушки с индуктивным сопротивлением.
В старых конструкциях сварочных трансформаторов для выставления тока сварки использовался метод переключения числа витков в первичной или вторичной обмотке. Этот трудоемкий затратный способ изжил себя и в современных аппаратах он не применяется.
Первоначально трансформатор настроен на выдачу максимальной мощности, которая указана в технической документации и на табличке корпуса. Затем для выставления рабочего тока дуги она снижается одним из следующих способов:
· подключением индуктивного сопротивления во вторичную цепь. При этом увеличивается крутизна ВАХ и уменьшается амплитуда сварочного тока, как показано на картинке выше;
· изменением состояния магнитопровода;
· тиристорной схемой.








