 2020-05-21
2020-05-21 291
291
Этот технический прием выполняется одним из методов:
1. перемещением секции из подвижных катушек на различное удаление от стационарно установленных обмоток;
2. регулированием положения магнитного шунта внутри магнитопровода.
В первом случаесварочный трансформатор создается с повышенным рассеиванием индуктивности за счет возможности изменения расстояния между стационарно закрепленными в районе нижнего ярма катушками первичной цепи и подвижной вторичной обмоткой.
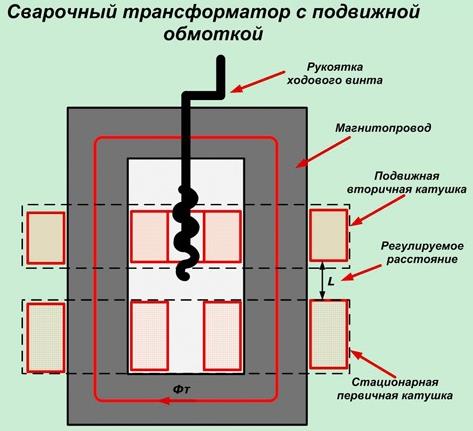
Она перемещается за счет ручного вращения рукоятки регулировочного вала, работающего по принципу ходового винта с гайкой. При этом положение силовой обмотки переносится простой кинематической схемой на механический указатель, который проградуирован в делениях сварочного тока. Его точность составляет порядка 7,5%. Для более качественных замеров во вторичную цепь встраивают трансформатор тока с амперметром.
При минимальном расстоянии между катушками создается наибольшая величина сварочного тока. Для его уменьшения необходимо отодвигать подвижную обмотку.
Подобные конструкции сварочных трансформаторов создают при работе большие радиопомехи. Поэтому в их электрическую схему включают емкостные фильтры, снижающие электромагнитные шумы.
Способ включения подвижного магнитного шунта.
Один из вариантов исполнения магнитопровода такого трансформатора показан на картинке ниже.
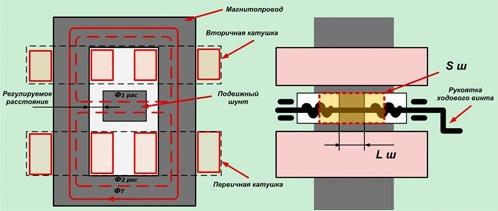
Принцип его работы основан на шунтировании определенной части магнитного потока в сердечнике за счет включения регулировочного органа с ходовым винтом.
Сварочные трансформаторы, управляемые по описанным способам, выполняются с магнитопроводами из листов электротехнической стали и обмотками из медных или алюминиевых проводов с термостойкой изоляцией. Однако, с целью длительной работы они создаются с возможностью хорошего воздухообмена для отвода выделяемой теплоты в окружающую атмосферу, поэтому обладают большим весом и габаритами.
Во всех рассмотренных случаях сварочный ток, протекающий через электрод, имеет знакопеременную величину, снижающую равномерность и качество дуги.
Выпрямленный ток для сварки.
Тиристорные схемы.
Если после вторичной обмотки сварочного трансформатора подключить два встречно соединенных тиристора или один симистор, через управляющие электроды которых схемой управления регулировать фазу открытия каждого полупериода гармоники, то появляется возможность снижать максимальный ток силовой цепи до величины, необходимой для конкретных условий сварки.
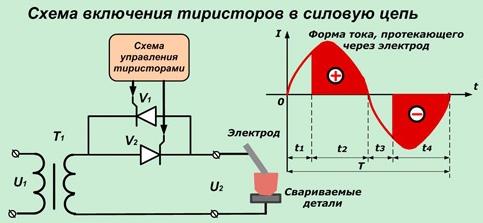
Каждый тиристор пропускает только положительную полуволну тока от анода к катоду и блокирует прохождение его отрицательной половины. Встречное включение позволяет управлять обеими полуволнами.
Регулировочным органом в схеме управления задается промежуток времени t1, в течение которого тиристор еще закрыт и не пропускает свою полуволну. При подаче тока внутрь цепи управляющего электрода в момент времени t2 тиристор открывается и через него проходит часть положительной полуволны, помеченная знаком «+».
Когда синусоида переходит через нулевое значение, тиристор закрывается, он не будет пропускать через себя ток до тех пор, пока к его аноду не подойдет положительная полуволна и схема управления фазосдвигающим блоком не даст команду на управляющий электрод.
В момент времени t3 и T4 работает встречно включенный тиристор по уже описанному алгоритму. Таким образом, у сварочного трансформатора с помощью тиристорной схемы срезается часть энергии тока в периоды времени t1 и t3 (создается бестоковая пауза), а для сварки используются токи, протекающие в промежутки t2 и t4.
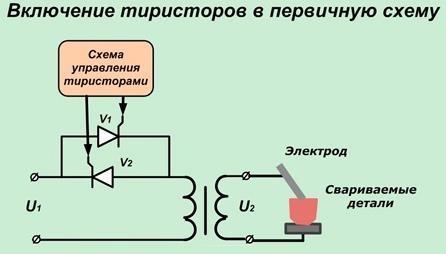
Также эти полупроводники можно устанавливать в первичную цепь, а не силовую. Это позволяет использовать тиристоры меньшей мощности. Но в этом случае трансформатор будет преобразовывать обрезанные части полуволн синусоиды, помеченные знаками «+» и «-».
Наличие бестоковой паузы в периоды отсечки части гармоник тока является недостатком схемы, влияющим на качество горения дуги. Однако использование специальных электродов и некоторые другие меры позволяют успешно использовать тиристорную схему для сварки, которая нашла довольно широкое применение в конструкциях, называемых сварочными выпрямителями.
Диодные схемы
У маломощных однофазных сварочных выпрямителей встречается схема подключения моста, собранного из четырех диодов.
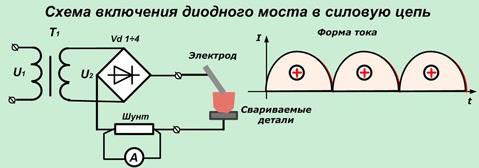
Она создает форму выпрямленного тока, который имеет вид непрерывно чередующихся положительных полуволн. У этой схемы сварочный ток не изменяет свое направление, а только колеблется по величине, создавая пульсации. Эта форма лучше поддерживает сварочную дугу, чем тиристорная.
В таких устройствах могут быть дополнительные обмотки, подключаемые к рабочим катушкам трансформатора для регулирования тока. Его величину определяют по амперметру, подключенному к выпрямленной цепи через шунт или синусоидальной — через трансформатор тока.








