 2020-06-12
2020-06-12 298
298Кислородно-флюсовую резку хромистых сталей следует применять при содержании в них Сr более 5%.
Хромистые мартенситные и полумартенситные стали (СХ8, СХ12 и др.), обработанные в листах на высокую твердость, перед резкой, особенно при сложных контурах вырезаемых деталей, для исключения образования трещин целесообразно отпускать при температуре 300° С. Аустенитные хромоникелевые стали при высоких степенях наклепа в исходном состоянии (обычно после холодной прокатки) иногда подвергают смягчающей термической обработке.
Перед резкой листы выправляются и тщательно очищаются. Флюсы перед засыпкой во флюсопитатель должны просеиваться для отделения пыли (частиц меньше 0,1 мм) и от слишком крупных частиц (более 0,4 мм). Нельзя применять влажные флюсы и флюсы, длительное время находившиеся во флюсопитателе.
Резку следует начинать от края листа или от предварительно сделанного отверстия в необходимом месте листа. При толщине до 30 мм возможно прожигание отверстия тем же резаком. До начала резки осуществляют местный предварительный нагрев металла подогревательным пламенем до температуры воспламенения, причем в ряде случаев при подогреве используется кислородно-флюсовая струя, что сокращает время нагрева, но приводит к повышенному расходу флюса. Время предварительного нагрева при кислородно-флюсовой резке примерно такое же, как при обычной резке.
Режимы кислородно-флюсовой резки высокохромистых сталей отличаются от режимов резки углеродистой стали. Мощность подогревательного пламени должна быть большей, чтобы обеспечить подогрев частичек флюса до их воспламенения на небольшом расстоянии от мундштука. При недостаточной мощности подогревательного пламени частицы железного порошка загораются только на большом расстоянии от мундштука и сгорают неполностью, делая процесс резки неустойчивым. Обычно мощность подогревательного пламени берется на 15-25% больше, чем при резке низкоуглеродистых сталей.
Расстояние от режущего сопла до металла берется большим, чем при обычной резке, составляя 15-60 мм (в зависимости от толщины разрезаемого металла и применяемой аппаратуры), для того чтобы частицы флюса успели нагреться до температуры воспламенения. Этим одновременно уменьшается вероятность хлопков пламени, получающихся в результате отскакивания частиц флюса от обрабатываемого металла и засорения ими выходных отверстий подогревательного пламени и мешающих устойчивому процессу резки.
При разделительной резке резак устанавливается либо перпендикулярно поверхности металла, либо углом вперед, что дает хорошую поверхность реза, но применимо только при прямолинейных резах.
Давление кислорода при кислородно-флюсовой резке принимается примерно таким же, как и при обычной резке. Скорость кислородно-флюсовой резки высокохромистых сталей несколько ниже, чем при резке обычных сталей, и зависит от состава применяемого флюса. Наибольшую скорость получают при флюсах с большим количеством железного порошка.
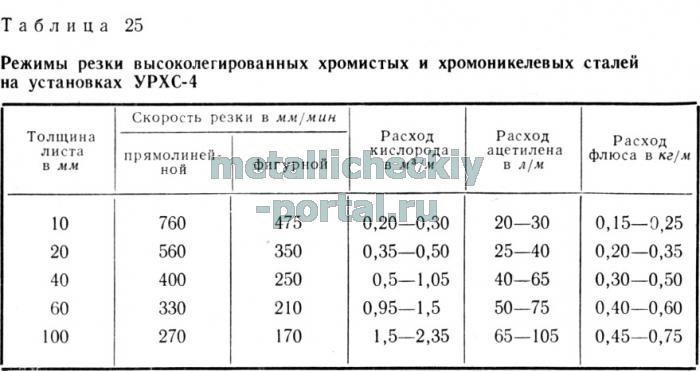
Примерные режимы резки высокохромистых сталей на установке УРХС-4 приведены в табл. 25.
Влияние резки на свойства металла вблизи поверхности реза зависит от состава разрезаемой стали. Так, например, хромистые стали обычно вблизи поверхности реза приобретают структуру закалки; в этом случае рекомендуется местный или общий предварительный подогрев. Стали типа Х18Н9Т у поверхности реза имеют крупное зерно. Склонность к межкристаллитной коррозии металла у кромок реза по сравнению с основным металлом несколько повышается и обнаруживается (по исследованиям МВТУ им. Баумана) только в единичных случаях; при этом глубина распространения межкристаллитной коррозии ограничиваемся 0,3 мм.
Сварные швы, выполненные по кромкам после кислородно-флюсовой резки, имеют те же свойства, что и при сварке кромок после механической обработки.
Разделительная резка высокохромистых сталей может выполняться и по способу пакетной резки, причем в этом случае применение флюса позволяет снижать требования по подгонке листов по плоскостям и допускает большие зазоры.
Примеры деталей, вырезанных машинной разделительной резкой, приведены на рис. 125.

На некоторых предприятиях применяется кислородная резка высокохромистых сталей с дополнительным присадочным прутком из низкоуглеродистой стали, подаваемым подсобным рабочим в реакционное пространство. Этот метод позволяет осуществить только грубую разделку металла с большими припусками на последующую механическую обработку.








