 2020-06-12
2020-06-12 214
214ЛЕКЦИЯ.
Особенности получения отливок из цветных металлов и сплавов
Изготовление отливок из алюминиевых сплавов
Сплавы алюминия с кремнием (силумины) отличаются высокой жидкотекучестью и малой усадкой, не склонны к образованию горячих и холодных трещин. Но большинство остальных алюминиевых сплавов имеет низкую жидкотекучесть, повышенную усадку, склонность к образованию трещин и поглощению водорода в расплавленном состоянии. Поэтому для получения качественных отливок предусматривают массивные прибыли и широкое использование холодильников, а также предварительный подогрев форм до температуры 250–350 С. Заливка литейных форм производится при температуре расплава около 700–750 С.

Отливки из алюминиевых сплавов преимущественно изготавливают литьѐм в кокиль, под давлением и в песчаные формы. При очень сложной конфигурации отливок кокили подогревают до температуры 400–500 С.

Изготовление отливок из магниевых сплавов
Магниевые сплавы имеют пониженную жидкотекучесть, повышенную усадку, склонны к образованию трещин и самовозгоранию при плавке и заливке, хорошо поглощают водород. Для предотвращения литейных дефектов используют прибыли и холодильники, а при литье в кокиль – предварительный подогрев форм и стержней до температур порядка
400 С. Для предотвращения самовозгорания магниевых сплавов их плавку проводят под слоем защитных флюсов из хлористых или фтористых солей щелочных и щелочноземельных металлов, а также в среде защитных газов. Защитные фтористые добавки вводят и в формовочные смеси. В процессе заливки струю расплавленного металла посыпают порошком серы, при горении которой образуется сернистый газ, предотвращающий возгорание магния.
При изготовлении литниковой системы предусматривают плавное, спокойное заполнение литейной формы (рисунок 3.32).
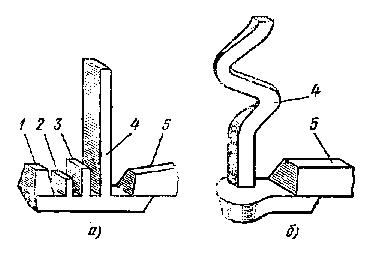
Рисунок 3.32 - Литниковая система для отливок из магниевых сплавов
При изготовлении литниковой системы предусматривают плавное, спокойное заполнение литейной формы. Хорошие результаты дает заливка с применением змеевидного стояка 4 (рисунок 3.32, б) с тормозящим движением металла элементами 5.
Для ответственных отливок применяют сложную литниковую систему с тормозящими элементами 3…3, 5 (рисунок 3.32, а).
Отливки из магниевых сплавов преимущественно изготавливают литьѐм в кокиль, под давлением и в песчаные формы.








