 2020-06-12
2020-06-12 628
628Устройство полуавтомата
Полуавтомат состоит из следующих элементов:
- выпрямитель переменного тока;
- механизм подачи проволоки;
- баллон с защитным газом;
- подогреватель и осушитель газа;
- шланг для подачи проволоки, электроэнергии и защитного газа к пистолету;
- сварочный пистолет с кнопкой включения сварочного тока, подачи проволоки, защитного газа;
- провод «массы» для включения свариваемой детали в электрическую цепь.
Выпрямитель переменного тока
Выпрямитель переменного тока полуавтомата отличается от аналогичного выпрямителя для дуговой сварки покрытым электродом.
Прежде всего, для полуавтомата требуется выпрямитель с жесткой выходной характеристикой, то есть выдаваемое им напряжение не должно изменяться под воздействием изменения сварочного тока. Это необходимо для быстрого расплавления конца проволоки при соприкосновении ее с металлом.
Жесткая выходная характеристика трансформатора получается при непосредственной намотке вторичной обмотки поверх первичной. Регулировка тока должна осуществляться отводами от витков вторичной обмотки.
Напряжение трансформатора полуавтомата также отличается. Оно должно быть от 18 до 30 вольт. Регулируется отводами от вторичной обмотки трансформатора с таким расчетом, чтобы ступенчато изменять напряжение на величину 3 - 4 вольта.
Включать сопротивление между выпрямителем и сварочной проволокой запрещается.
Конденсаторы фильтра и дроссель также не требуются. Дроссель с небольшой индуктивностью может быть использован для уменьшения разбрызгивания металла.
Механизм подачи проволоки.
Полуавтомат потому и называется полуавтоматом, что проволока здесь подается автоматически, а сварка производится вручную.
Катушка для проволоки крепится на специальный штырь, имеющий тормозную пружину. Пружина не дает раскручиваться катушке по инерции в случае остановки подающего механизма.
Подающий механизм (Рис. 7. 3.) состоит из электромотора, редуктора, подающего и прижимного ролика.
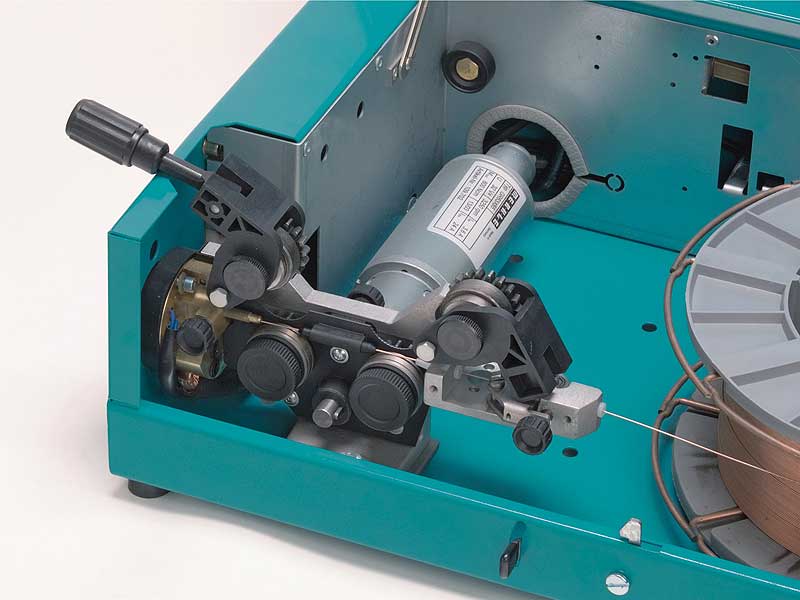
Электромотор имеет плавный регулятор оборотов. Ручка регулятора оборотов вынесена на внешнюю панель. Ею сварщик устанавливает скорость подачи проволоки.
Редуктор должен понижать скорость вращения электромотора таким образом, чтобы скорость подачи проволоки находилась в пределах 100 – 300 м/час.
Подающий ролик имеет кольцевую канавку, удерживающую проволоку. Прижимной ролик с помощью пружины создает необходимое толкающее усилие. Сжатие пружины можно регулировать вручную.








