 2020-06-08
2020-06-08 175
175С изменением функций колокола в религиозной и светской жизни21 он все больше становится художественным произведением; их украшают орнаментами, каллиграфическими надписями, указывающими фамилии мастеров, место и дату изготовления и т.д. Так, па колоколе на рис. 147 написано: «лил мастер Микула повелением архиепископа Феофила». Появляется ритуал освящения крупных колоколов или звонниц (начиная с Римского папы Григория Великого в VI в.). Народ дает им характерные имена, ассоциирующиеся с их звучанием или историей создания. Например, имена крупных колоколов Ростовской звонницы: «Сысой», «Полиелей», «Лебедь», «Голодарь», «Баран», «Козел» и т.д. Мастера-литейщики стремятся повысить эстетическое впечатление от колокола, украшая его затейливыми орнаментами (см. рис. 144), изготавливают иногда и необычные прорезные колокола (рис. 148).

Рис. 147. Колокол новгородского мастера Микулы, бывший Гостинопольский монастырь. 1475 г. [13]

Рис. 148. Прорезной колокол мастера Емельяна Данилова. Село Коломенское, 1648 г. [13]
ТЕХНОЛОГИЯ ЛИТЬЯ КОЛОКОЛОВ. Технологический процесс изготовления колокольчиков и колоколов развивался вместе с изменением их функций. В Городском историческом музее г. Кельна имеется экземпляр колокола даже из листового железа, полученный клепкой двух половинок (технология, подобная использованной при изготовлении шлема на рис. 106, а). Колокол относится к 613 г. Конечно, акустические свойства его невысоки. Мелкие бронзовые колокольчики и колокола могли отливать по технологии изготовления бронзового колпачка (см. рис. 110) или в формах из двух глиняных (каменных) полуформ со стержнем.
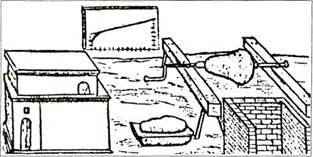
Рис. 149. Изготовление стержня по шаблону по Теофилу [34, 36]
К сожалению, история не сохранила для нас описания ранних технологических процессов формовки колокольчиков и колоколов.
С VI в., когда был основан Бенедиктинский орден, изготовление колоколов в Европе сосредотачивается в их монастырях, благодаря чему наибольшую известность приобрели монастыри в Сен-Галене (Франция), Зальцбурге (Австрия), Рейхенау, Фульде (Германия).
Первое подробное описание литья колоколов оставил в своем трактате «Записки о разных искусствах» монах Бенедиктинского ордена Теофил, живший на рубеже XI—XII вв. В этой технологии, в частности, уже выявляются требования тщательного соблюдения формы колокола, симметричности толщины стенки и т.д., что, безусловно, связано с заботой о качестве звучания колокола.
Вот основные этапы процесса изготовления литейной формы по Теофилу [13, 55]. На деревянном шпинделе, вращающемся в гнездах вокруг горизонтальной оси (рис. 149)22, изготавливали из сырой глины при помощи шаблона стержень, соответствующий профилю внутренней поверхности колокола. Глину наносили постепенно, слоями. После просушки поверхность стержня покрывали слоем сала, смешанного с древесным углем, такой толщины, которую должны были иметь стенки колокола. Надписи и украшения вырезали на поверхности слоя сала, поэтому они получались на отливке в виде углублений.
На приготовленную таким образом модель колокола осторожно наносили несколько слоев жидкой глины (каждый последующий слой после высыхания предыдущего). Полученный кожух оплетали железными обручами, шпиндель удаляли и форму ставили в литейную яму для вытапливания сала и сушки. Из сала делали и модель ушей колокола, потом их обмазывали глиной, просушивали и прогревали, пока не вытопится сало. Обе части формы составляли вместе, образуя единую форму для колокола.
Металл плавили в железных тиглях, обмазанных снаружи и изнутри глиной. Вокруг тигля воздвигали очаг, огонь раздували мехами. Из этих же тиглей проводили заливку формы [57]. Обычный состав металла: 4 части меди и 1 часть олова — классическая колокольная бронза, используемая до сих пор с небольшими отклонениями по содержанию ее составляющих23.
В статье [24] приведена более подробная иллюстрация рассмотренного варианта (рис. 150), выполненная немецким автором В. Теобальдом, изучавшим древнюю технику колокольного литья. На позиции в показано изготовление слоя (пластин) сала или воска калиброванной толщины, который затем укрепляли на стержне.
Таким образом, процесс изготовления литейной формы колокола содержал как элементы, используемые для других видов художественных отливок (выплавляемые модели), так и специфические приемы, получившие название «формовка по шаблону», в данном случае — «по шаблону с горизонтальной осью вращения». Этот вариант сыграл важную роль при производстве пушек.
Технология Теофила позволяла получать колокола с достаточно чистым звуком определенной высоты, хотя колокола еще не имели современной формы, показанной на рис. 145. У них были почти отвесные стенки одинаковой толщины, лишь слегка увеличивающиеся к нижнему краю, скругленному, а не заостренному, как у современных колоколов.
Такую технологию применяли вплоть до XII в. Однако она была приемлема для отливки относительно небольших колоколов, так как при этом предусматривалось перемещение формы от места изготовления к месту сборки и заливки (в отличие от статуй крупные колокола нельзя делить на части). Сохранилось более десятка колоколов, изготовленных по способу Теофила. Самый крупный из них — так называемый колокол Святого Луллия, имеет высоту 130 см и массу, видимо, от 400 до 500 кг. При изготовлении такого колокола уже вряд ли заливали форму из тигля, как из ковша, скорее всего металл выпускали прямо из печи (см. рис. 51).
На смену рассмотренному варианту пришел технологический процесс, впервые описанный в книге Бирингуччо «Пиротехника» в 1540 г. По этой технологии изготавливали стационарную, на одной позиции форму, и ее заливали металлом непосредственно из печи. Таким образом, стало возможно отливать колокола большой массы и значительных размеров.
Колокола формовали в яме недалеко от плавильной печи (рис. 151). На дне ямы чертили круг по диаметру отливаемого колокола. В центре круга устанавливали вертикальную стойку — шпиндель А (рис. 152, а), вращающийся нижнем концом в гнезде В, а верхним — в перекладине, укрепленной над ямой. К стойке прикрепляли шаблон С, по которому из обычного кирпича выкладывали цоколь будущего стержня колокола, с замком abc из глины. В цоколе оставляли каналы Е для выхода воздуха. Затем из кирпича-сырца выкладывали приблизительный контур стержня до половины его высоты. Временную стойку снимали, устанавливали в кладку железный крест с гнездом-подпятником М, а в него — железный шпиндель Р. К шпинделю приворачивали шаблон № I с контуром внутренней поверхности колокола (рис. 152, б, левая половина). По этому шаблону окончательно доводили кладку стержня из кирпича-сырца и оформляли внешнюю поверхность стержня послойно глиной, смешанной с мелко толченым огнеупорным кирпичом и песком. Для того, чтобы слои лучше держались, их обматывали веревкой. Для ускорения их сушки внутри стержня разводили огонь. На высушенный болван-стержень наносили огнеупорную краску, просушивали и смазывали поверхность салом.
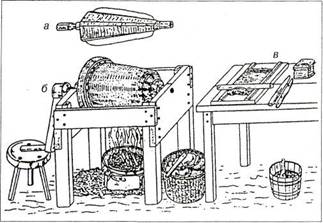
Рис. 150. Схема технологического процесса изготовления литейной формы колокола по Теофилу [24]: а — шпиндель; б — изготовление и сушка стержня; в — изготовление воскового слоя
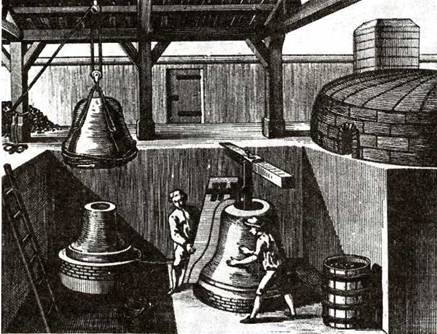
Рис. 151. Изготовление литейной формы колокола по Бирингуччо. Илл. к «Энциклопедии» Ж. Л. Даламбера и Д. Дидро (вторая половина XVIII в.) [13]
___________
21 В империи Карла Великого (конец VIII в.) колокол уже приобретает статус государственного достояния. Устанавливается порядок вывоза колоколов за пределы государства |55|.
22 Рис. 149 взят из книги Бирингуччо «Пиротехника», вышедшей в 1540 г., в которой упоминается технология Теофила как возможная, гак как в это время уже господствовал другой вариант изготовления формы.
23 Наиболее раннее упоминание рецепта сплава имеется в рукописной книге Чжоули (Китай, III в. до н.э.), где указывается пропорция:.5 частей меди к 1 части олова |58|.








