 2020-06-08
2020-06-08 263
263Технологический процесс изготовления «Медного Всадника» мало чем отличается от литья ранее упомянутых статуй. Однако представляет интерес необычность композиции такой крупной скульптуры (масса ее примерно 10 т). Вздыбленная лошадь стоит на двух ногах — двух точках опоры. Вспомним древнюю миниатюру — статуэтку Александра Македонского (рис. 75), где для устойчивости использовано как подпорка что-то вроде древка-трезубца.
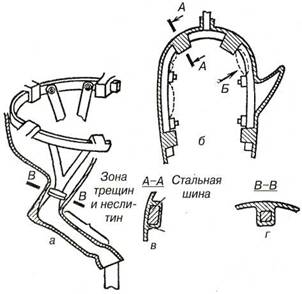
Рис. 135. Конструкция несущего стального каркаса монумента «Медный всадник» [41]
Фальконе решил эту проблему изящнее, сцепив хвост лошади с извивающейся на земле змеей, организовав таким образом дополнительную опору для всей скульптуры (растоптанная змея, кстати, имела и смысловое значение, символизируя побежденное сопротивление преобразованиям Петра I). Чтобы гарантировать устойчивость статуи, Фальконе обеспечил положение ее центра тяжести между задними опорными ногами и хвостом за счет неравномерной толщины тела отливки и специального железного каркаса в крупе, задних ногах и хвосте коня. Толщина стенки отливки изменяется постепенно от 7,5 мм в голове, передних ногах и груди коня до 30 мм в районе бедер и хвоста; масса специального каркаса в статуе около 4 т. Важное значение для распределения силовых нагрузок имели конструкция специального каркаса в этой части скульптуры, способы соединения его с отливкой. Сложность проблемы усугублялась тем, что скульптура ориентирована строго с юга на север, а направление розы ветров в Санкт-Петербурге — с запада на восток, т. е. возникает значительный «парусный» эффект [41].
Подробный осмотр статуи во время последнего ремонта в 1976 г. дал необходимые сведения о конструкции каркаса (рис. 135). Так, в опорной части отливки он состоит из стального горизонтального бруса сечением 45 х 100 мм, расположенного на уровне основания хвоста и имеющего форму дуги, воспроизводящей очертания крупа коня. По всей длине брус, кроме зоны Д, где расположен плащ всадника (б), примыкает непосредственно к внутренней стенке отливки. Брус толщиной 30 мм и шириной 100 мм залит в четыре прилива, составляющие одно целое с фигурой (в). К горизонтальному брусу с обеих сторон болтами прикреплены стойки, находящиеся в ногах коня. В сечении В—В эти стойки также залиты в прилив на стенке отливки (рис. 135, г). И, наконец, в нижней части ноги бронза слоем толщиной 8—12 мм залита непосредственно на стальную стойку, которая входит в фундамент. Каркас из хвоста копя проходит в тело змеи и в постамент. Таким образом, всю нагрузку в опорных частях статуи (ногах, хвосте) несет стальной каркас, прочно соединенный с отливкой и надежно обеспечивающий целостность и устойчивость монумента. Отсутствие доступа влаги и воздуха к каркасу гарантирует его сохранность.
Тем не менее, в целом сложный многооперационный трудоемкий технологический промесс производства цельнолитых статуй обеспечивал малую надежность. Несмотря на мастерство и находчивость литейщиков, им часто не удавалось избежать многочисленных дефектов в этих статуях, требовавших дополнительных операций для исправления. Если прибавить к этому необходимость отделки отливки в многочисленных местах присоединения различных технологических каналов, то можно представить объем и продолжительность отделочных работ — они могли продолжаться 2—3 года. Так, например, в отлитой известным литейным мастером Гоором в Копенгагене статуе Фредерика V в течение двух лет пришлось заделывать, зачсканивать и запаивать несколько сотен раковин, свищей и других дефектов [38]. Случались и аварии: разрыв формы, выброс металла и т.д., которые могли вообще свести на нет плоды многолетнего труда.
Интересна в этом отношении малоизвестная подробность из истории литья «Медного Всадника». При первой заливке формы монумента в декабре 1775 г. прорвавшийся из формы металл вызвал большой пожар. Только мужество литейщика Хайлова, руководившего плавкой и заливкой, спасло форму от полного уничтожения. Причиной пожара были, видимо, повреждения литниковых и выпорных каналов со стороны хвоста коня из-за деформации стального каркаса при его нагреве во время заливки или ранее — при вытапливании воска и прокалке формы. В результате аварии образовались многочисленные крупные дефекты (недоливы, спаи) в голове лошади и фигуре всадника выше пояса.
Фальконе разработал смелый план спасения статуи. Решено было дефектную часть статуи срезать и вновь долить ее, нарастив новую форму непосредственно на сохранившиеся части монумента (рис. 136). С помощью кусков гипсовой формы (рис. 136, 5) была получена восковая модель (рис. 136. 6) верха отливки, являющаяся продолжением стенки (рис. 136, 1) отлитой ранее части статуи (рис. 136, а). Остальные операции изготовления формы аналогичны ранее рассмотренным.
Вторую заливку произвели в ноябре 1777 г., и она полностью удалась. В результате была получена цельнолитая статуя, последовательно отлитая в два приема. Поражает близость химического состава металла верхней и нижней частей статуи, заливавшихся с разницей в два года [41]. Рассмотренный случай — еще одно доказательство принципиальной возможности реализации варианта последовательного изготовления Колосса Родосского и Будды из Нары.
В итоге сложность и ненадежность процесса изготовления крупных литых статуй целиком привели к тому, что в XIX в. и позже их изготавливали, как и в древности, по частям (рис. 137). К традиционным старым способам крепления частей при сборке статуй, таким как клепка, пайка, соединение легкоплавким металлом, прибавились такие надежные способы, как сварка и механическое крепление (рис. 138). Наглядным примером этого могут служить бронзовые скульптуры, установленные на станции московского метро «Площадь Революции» (станция построена в 1937-1938 гг.). Любой москвич и гость столицы может ознакомиться с ними. На станции установлены четыре комплекта бронзовых фигур, по 20 в каждом. Статуи рабочего, крестьянина, солдата, матроса, представителей гуманитарных профессий и другие расположены на высоте удобной для тщательного рассматривания.
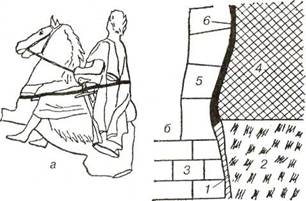
Рис. 136. Последовательность операций по спасению формы монумента «Медный всадник» после пожара [41]: а — граница раздела двух частей статуи; б — разрез части литейной формы на границе раздела
Разделение крупных статуй на отдельно изготавливаемые части позволяет существенно уменьшить размеры и массу формы. При этом выполнение многих операций, даже при использовании восковой модели, становится более удобным для исполнителя (рис. 139). Кроме того, появляется возможность проводить операции в специально отведенных для них местах, будь то транспортировка формы на позицию вытапливания воска (в специальную печь), заливка формы и т.д. При появлении крупных ковшей для разливки металла форму стало необязательным располагать около плавильной печи. Все это улучшило условия труда, способствовало повышению качества выполнения операций, а следовательно, и отливок.
И, наконец, изготовление крупных монументов по частям позволяло отдельные фрагменты отливать в опоках с применением кусковой формовки и других приемов, используемых для литья некрупных отливок в опоках.

Рис. 137. Вариант деления крупной статуи для отливки ее по частям [42]: а — модель статуи; б — отдельные ее части
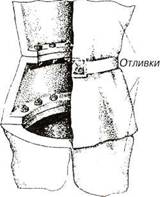
Рис. 138. Крепление отдельных частей литой статуи болтами [25]

Рис. 139. Нанесение формовочного состава на восковую модель части крупной литой статуи
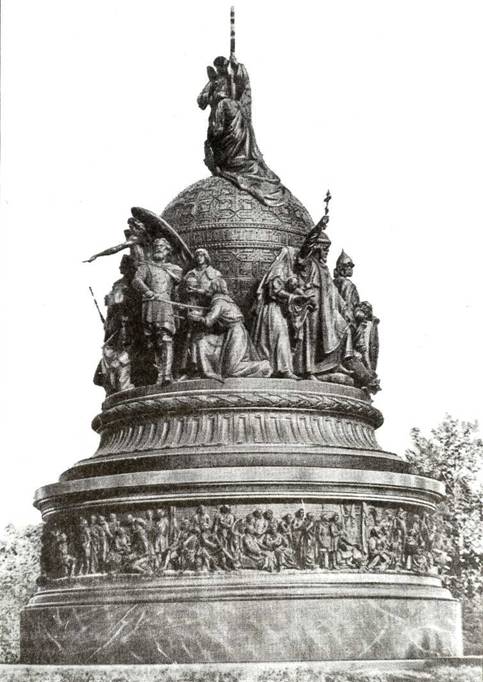
Рис. 140. Литой монумент «1000-летие России». Бронза. 1862 г. Скульптор М. О. Микешин. Новгородский Кремль
Рис. 141. Фрагмент нижнего фриза монумента «1000-летие России» (см. рис. 140)
И конечно, совершенно нецелесообразно, да, видимо, и невозможно, отливать целиком такие грандиозные композиции, как, например, монумент в Новгороде в честь 1000-летия образования России (рис. 140). Современные специалисты не очень высоко оценивают художественные достоинства памятника. Возможно, это связано с его сложной композицией, многоплановостью и определенной помпезностью. Но с литейной точки зрения это, безусловно, незаурядное произведение. Кроме двух десятков крупных фигур вокруг шара, изображающих победителей и побежденных в истории России, вокруг монумента на нижнем этаже выполнен крупный барельеф. На нем также в полный рост воспроизведены несколько десятков персонажей с высокой степенью портретного сходства, выдающихся деятелей русской культуры и российского государства (рис. 141). Список этих людей тщательно обсуждался правителями России и общественностью. Они объединены в четыре группы: просветители народа, государственные деятели, герои военных сражений, л также писатели, художники и композиторы. На приведенном фрагменте легко узнать И. А. Крылова, А. С. Пушкина, Н. В. Гоголя, Н. И. Глинку и др. Высота монумента 15,5 м, масса бронзового литья приблизительно 100 т. Во время второй мировой войны оккупанты перед уходом, пытаясь вывезти памятник в Германию, частично разобрали его, но уже в ноябре 1944 г., после освобождения Новгорода, памятник был восстановлен. Чугунная ограда и светильники восстановлены в 1975-1978 гг. [75].








