 2020-06-08
2020-06-08 106
106После этого на короткое время включают станок, чтобы проверить правильность установки сверла (с разрешения учителя). Остриё правильно установленного сверла при вращении не должно описывать окружность. Если это всё-таки происходит, то необходимо выключить станок, ослабить ключом сверло в патроне и вновь закрепить его правильно.
Заготовку для сверления закрепляют в машинных тисках (рис. 141), которые устанавливают на стол станка.
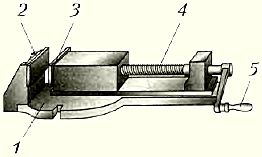
Рис. 141. Машинные тиски: 1 — основание; 2 — неподвижная губка; 3 — подвижная губка; 4 — винт; 5 — рукоятка
В некоторых случаях такие тиски не используют, а удерживают заготовку ручными тисками (ручным зажимом) (рис. 142).
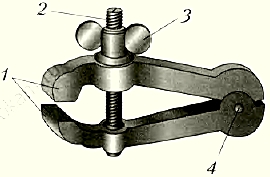
Рис. 142. Ручные тиски: 1 — зажимы; 2 — винт; 3 — гайка; 4 — ось
При этом под заготовку подкладывают деревянный брусок или небольшой отрезок доски, чтобы не повредить сверлом стол станка (рис. 143).
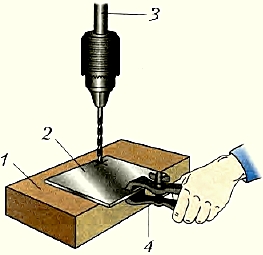
Рис. 143. Сверление тонколистовой заготовки на подкладной доске: 1 — подкладная доска; 2 — тонколистовая заготовка; 3 — шпиндель станка; 4 — ручные тиски
Шпиндель станка с патроном и сверлом опускают к заготовке, поворачивая рукоятку 5 (см. рис. 139) с помощью реечной передачи, расположенной в шпиндельной коробке. Сверление выполняют, плавно нажимая на рукоятку подачи, не прикладывая к ней большого усилия. В конце сверления нажим на сверло ослабляют. Просверлив отверстие, вращают рукоятку по часовой стрелке, чтобы поднять шпиндель в верхнее положение, и выключают станок.
На предприятиях применяют более мощные вертикально-сверлильные и горизонтально-сверлильные станки. На автоматических линиях без участия человека работают многошпиндельные станки-автоматы, которые могут одновременно сверлить десятки отверстий. Обслуживают станки рабочие сверловщики.








