 2020-06-08
2020-06-08 126
126Модельный состав выплавляют из керамической оболочки в ванне с горячей (t=+90∘C) водой. Нельзя держать керамическую оболочку в горячей воде долго. Сразу же, как горячая вода выплавит и вытеснит из оболочки модельный состав, оболочку следует достать из воды. Дело в том, что вода не только выплавляет модельный состав, но и растворяет керамическую оболочку. Идёт химическая реакция
ЭС + H2O = ГЭС
тв ж ж
и надо успеть выплавить из оболочки модельный состав, не допустив заметного разрушения (растворения) оболочки.
Если модельный состав типа КПсЦ 50-30-20 выплавляется из керамической оболочки горячим (t=+200∘C) воздухом, то опасности растворения оболочки нет. Но возникает другая технологическая трудность: расплавленный модельный состав надо как-то удалить из сложной по очертаниям полости формы. Горячий воздух только расплавляет модельный состав, но не вытесняет его.
Керамическую оболочку, после освобождения её полости от модельного состава, помещают в контейнер и обсыпают песком.
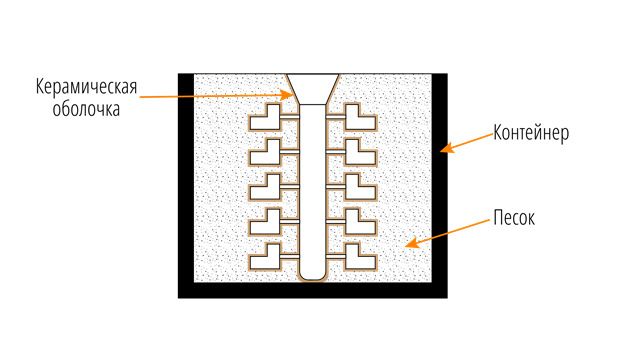
Подобное заформовывание производили и в предыдущей технологии специального литья – литье в оболочковые формы. Там это делалось для придания жёсткости стенкам формы. Здесь назначение заформовывания другое. Керамическая оболочка жёсткая, её стенки не будут прогибаться наружу под давлением заполняющего её литейного сплава. Оболочку заформовывают для придания ей устойчивости, фиксации её положения в пространстве.
После заформовывания керамической оболочки, форму прокаливают в печи при температуре +800…+1000∘C. При прокаливании завершается керамизация оболочки, удаляются растворённые в ней газы, выгорают полностью остатки модельного состава.
Изготовление отливки
Заливают керамическую форму жидким металлом.
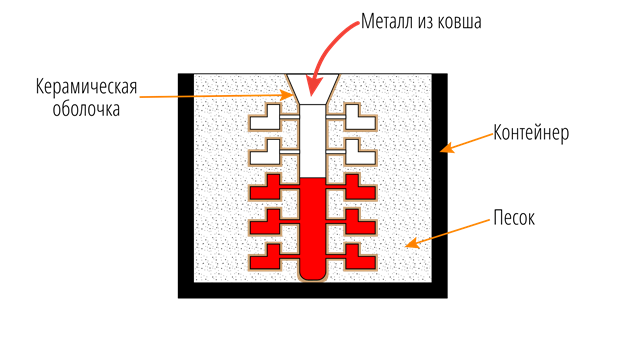
Заливка может происходить либо в горячую форму (сразу после прокаливания), либо в холодную (после того, как прокалённая форма остынет). Предпочтительней заливка в холодную форму. В холодной форме металл остывает быстрее, кристаллическая структура отливок получается мелкозернистая. Выше будет уровень механических свойств таких отливок. Но заливать в холодную форму удаётся не всегда. Дело в том, что литьём по выплавляемым моделям получают тонкостенные отливки сложных очертаний. В холодную форму, в тонкие её сечения, расплавленный металл не сможет затечь, закристаллизуется в тонких сечениях раньше, чем проникнет в них до конца. Тогда приходится производить заливку в горячую форму. Структура отливок получится крупнозернистая.
После заливки следует выдержка: отливки кристаллизуются и охлаждаются. Далее производят обрубку: отделяют отливки от стояка, режут по литникам. При этом керамическая оболочка раскалывается и чешуями отваливается с поверхностей отливок. Пригара на отливках нет. Керамическая оболочка имеет очень высокую термическую прочность, никак не взаимодействует с жидким литейным сплавом.
Но операцию очистки, всё-таки, приходится проводить. От чего же очищают поверхности отливок, если нет пригара? От механически застрявших на них кусочков керамической оболочки. Дело в том, что по выплавляемым моделям часто изготовляют отливки сложных очертаний, с мелким рельефом. В отливках могут быть узкие пазы, близко расположенные рёбра, отверстия малого диаметра, резьбовые отверстия (отливают резьбу!). В таких местах на отливках могут остаться не пригоревшие, но застрявшие кусочки керамической оболочки.
Очистку производят кипячением отливок в 50% водном растворе КОН. Кипящая щёлочь разъедает и размывает керамику, вымывает её из узких мест отливки.
Как уже отмечалось, литьём по выплавляемым моделям получают отливки любых очертаний, из любых сплавов массой от долей грамма до десятков килограммов. Пример мелкой отливки – деталь ювелирного украшения, пример крупной отливки – турбинная лопатка длиной до 1 метра. Толщина тонких стенок отливок до 0,5 миллиметра. Точность отливок высокая, шероховатость их поверхностей малая. Часто удаётся отливать готовые изделия, механическая обработка которых не требуется.
Конечно, отливки получаются дорогие, в несколько раз дороже, чем литьём в песчаные формы. Но, в конечном счёте, интересна не цена отливок, а цена изделий, полученных из отливок. Отливая не очень точные, но дешёвые, отливки в песчаных формах, придётся затратить большие средства на механическую обработку таких заготовок для изготовления деталей машин. А литьём по выплавляемым моделям получают либо готовые детали машин, либо точные заготовки, требующие минимальной механической обработки.








