 2020-06-08
2020-06-08 1104
1104Классификация резьб
Резьбы классифицируются по следующим признакам:
по профилю винтовой поверхности: треугольные, трапецеидальные, упорные и т.д.;
по форме поверхности, на которой выполнена резьба: цилиндрические и конические, наружные и внутренние;
по направлению винтового движения резьбового контура: правые и левые;
по числу заходов: одно- и многозаходные;
по эксплуатационному назначению: общего применения и специальные.
К резьбам общего применения относятся:
а) крепежные (метрическая, дюймовая). Главное требование к ним - обеспечить прочность соединения и сохранить плотность стыка в процессе длительной эксплуатации;
б) кинематические (трапецеидальные и прямоугольные) для ходовых винтов. Главное требование к ним - обеспечить точное перемещение при наименьшем трении;
в) трубные и арматурные. Главное требование к ним обеспечить герметичность соединений.
Упорная резьба применяется для преобразования вращательного движения в поступательное силовое (домкраты, прессы). Главное требование к ней - обеспечить высокую нагрузочную способность.
Параметры резьбы
В общем машиностроении наиболее широко применяется метрическая резьба. ГОСТ 24705-2004 устанавливает номинальный профиль метрической резьбы и размеры элементов профиля (рис. 1): 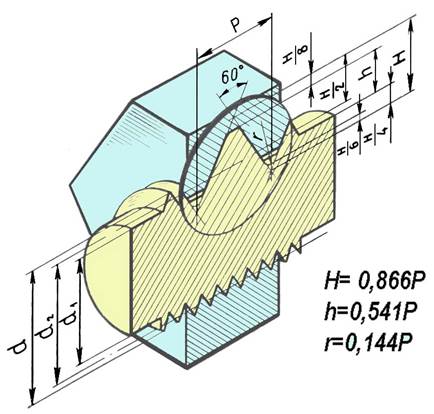

Рис. 1. Параметры метрических резьб
d - наружный диаметр наружной резьбы (болта); D -наружный диаметр внутренней резьбы (гайки); d2 - средний диаметр болта; D2 - средний диаметр гайки; d1 - внутренний диаметр болта; D1 - внутренний диаметр гайки; dз - внутренний диаметр болта по дну впадины; Р - шаг профиля; Н - высота исходного треугольника; a = 60° - угол профиля резьбы; R - номинальный радиус закругления впадины болта; Н= = P/2tga; Н1 = 5/8 Н (рабочая высота профиля); R = Н/6.
У резьбы с мелкими шагами одному и тому же наружному диаметру могут соответствовать разные шаги.
Профиль резьбы - контур сечения резьбы в плоскости, проходящей через ее ось.
Средний диаметр резьбы - диаметр воображаемого соосного с резьбой цилиндра, образующая которого пересекает профиль резьбы в точках, где ширина канавки равна половине номинального шага резьбы.
Наружный диаметр резьбы - диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы или впадин внутренней резьбы.
Внутренний диаметр резьбы - диаметр воображаемого цилиндра, вписанного касательно к впадинам наружной резьбы или вершинам внутренней резьбы.
Шаг резьбы (Р) - расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы.
Угол профиля резьбы (α) - угол между боковыми сторонами профиля.
Угол наклона боковой стороны профиля (а/2) - угол между боковой стороной профиля и перпендикуляром, опущенным из вершины исходного профиля симметричной резьбы на ось резьбы. Измеряя угол наклона боковой стороны профиля, можно установить перекос резьбы, происходящий от неточной установки изделия или инструмента. По полному углу перекос резьбы установить нельзя.
Высота исходного профиля (Н) - высота остроугольного профиля, полученного при продолжении боковых сторон профиля до их пересечения.
Рабочая высота профиля(Н1) - высота соприкосновения сторон профиля наружной и внутренней резьб в направлении, перпендикулярном оси резьбы.
Длина свинчивания (l) - длина соприкосновения винтовых поверхностей наружных и внутренних резьб в осевом сечении. Длины свинчивания разбиты на три группы: S-короткие,N- нормальные, L-длинные.
ГОСТ 8724-2004 устанавливает диаметры резьбы от 0,25 до 600 мм и шаги от 0,075 до 6 мм. Установлено 3 ряда диаметров метрической резьбы. При выборе диаметра резьбы следует первый ряд предпочитать второму, второй - третьему.
Условное обозначение резьбы:
М24 - метрическая с номинальным диаметром 24 мм и крупным шагом;
М24х2 - метрическая с номинальным диаметров 24 мм и мелким шагом, равным 2 мм.
Для левой резьбы в условном обозначении появляется LH:
M24-LH - резьба метрическая с номинальным диаметром 24 мм и крупным шагом, левая.
ГОСТ 24705- 2004 устанавливает значения основных параметров резьбы
(d = D, d 1 = D1, d2 = D2, dз).
Поля допусков резьбы
Нормирование точности резьбовых поверхностей можно рассмотреть на примере метрических резьб, предназначенных для резьбовых сопряжений с зазором, с натягом и с переходными посадками.
Для обеспечения свинчиваемости действительные контуры свинчиваемых деталей, определяемые действительным значением диаметров, угла и шага резьбы, не должны выходить за предельные контуры на всей длине свинчивания.
Допуски по 6-й степени точности является базовыми и рассчитывают по формулам:
суммарный допуск, мкм, среднего диаметра резьбы болта

где (6) - шестая степень точности; Р - шаг резьбы, мм; d среднее геометрическое значение интервала номинальных наружных диаметров резьбы, мм;
Для гайки суммарный допуск, мкм, среднего диаметра резьбы увеличивают на 32 % по сравнению с допуском на средний диаметр резьбы болта:

допуск, мкм, наружного диаметра резьбы болта

допуск, мкм, внутреннего диаметра резьбы гайки
 при P=0,8мм
при P=0,8мм
 при P=1мм
при P=1мм
Допуски диаметров d2(D2), d, D1 Для остальных степеней точности определяют умножением допуска 6-й степени точности на соответствующие коэффициенты ряда R10, что показано в таблице 1.
Таблица 1
Коэффициенты для определения допусков диаметров резьбы
cоответствующих степеней точности
| Степень точности | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Коэффициент | 0,5 | 0,63 | 0,8 | 1,0 | 1,25 | 1,6 | 2,0 | 2,5 |
Допуски на внутренний диаметр болта d, и наружный диаметр гайки D не устанавливают. Зазоры по впадинам резьбы обеспечиваются резьбонарезным инструментом. Основные отклонения и поля допусков резьбы.
Для d1 устанавливаются только верхние предельные отклонения, а для D - нижние, равные нулю. Вторые отклонения («в тело детали») не ограничиваются. Основным параметром резьбового сопряжения, обеспечивающим точность и характер сопряжения, является средний диаметр. Поля допусков на наружный и внутренний диаметры построены таким образом, чтобы обеспечить гарантированный зазор. Предельные отклонения шага резьбы и угла наклона боковой стороны профиля нормируют для резьб, предназначенных для посадок с натягом и переходных. Для резьб, предназначенных для посадок с зазором, эти погрешности отдельно не ограничиваются, так как принято считать, что они компенсируются отклонениями средних диаметров болта и гайки.

Рис. 2. Расположение полей допусков резьбовой посадки с зазором
Погрешности шага и угла профиля резьбы.
Влияние погрешностей шага резьбы на свинчивание резьбовых деталей.
Погрешностью (отклонением) шага DP называется разность между действительным и номинальным размерами шага.
Погрешность шага состоит из местных и прогрессивных погрешностей шага. Местные погрешности не зависят от длины свинчивания. Прогрессивные погрешности образуются в кинематических цепях резьбонарезания как результат неточностей изготовления и износа звеньев этих цепей, температурных и силовых деформаций динамической системы станок с кинематическими цепями - резьбонарезной инструмент - нарезаемая деталь, а также под действием других факторов. Прогрессивные погрешности в шаге нарезаемой резьбы возникают пропорционально числу витков на длине свинчивания. Обычно прогрессивные погрешности превышают местные.
Обратимся к (рис. 3) и наложим на осевое сечение резьбы гайки, имеющей номинальные профиль и размеры, осевое сечение резьбы болта, у которого на длине свинчивания l шаг уменьшен, пропорционально числу шагов, на DPп.

Рис. 3
Из рисунка видно, что при равенстве средних диаметров резьбы болта и гайки (d2 = D2) свинчивание не будет происходить из-за перекрытия сторон профилей болта и гайки.
Свинчивание резьбовых деталей, имеющих погрешность шага резьбы, окажется возможным при наличии разности fp их средних диаметров, полученной в результате уменьшения среднего диаметра резьбы болта или увеличения среднего диаметра резьбы гайки. При уменьшении среднего диаметра резьбы болта на fp, профиль его резьбы сместится к оси в верхней части резьбы на 0,5 fp и в нижней не показанной части резьбы также на 0,5 fp. Перекрытие профилей болта и гайки устранено и теперь свинчивание станет возможно. Новое положение профиля резьбы болта показано штриховой линией. Выделим из рисунка прямоугольный треугольник abc находим bиз которого получим
0,5 fp, == 0,5 fpDPп ctg а/2.
Диаметральная компенсация погрешности шага на длине свинчивания для метрической резьбы с симметричным профилем
fp == 1,732DPп.
где DPп. - абсолютное значение погрешности шага на длине свинчивания, мкм.
Отсюда следуют два важных практических вывода: резьбу болта нужно нарезать последовательно, уменьшая средний диаметр до достижения свинчиваемости болта с калибровой гайкой. Факт свинчивания свидетельствует о том, что имеющиеся погрешности в шаге резьбы компенсированы соответствующим уменьшением среднего диаметра; не нужно контролировать погрешность шага нарезаемой резьбы, что составляет значительные трудности в условиях производства, а необходимо контролировать лишь величину среднего диаметра.
При нарезании резьбы гайки, образовавшиеся погрешности в шаге резьбы должны быть компенсированы путем увеличения среднего диаметра нарезаемой гайки.
Влияние погрешности угла профиля резьбы на свинчивание резьбовых деталей. Погрешностью (отклонением) половины угла профиля резьбы. Da/2 болта или гайки (для резьб с симметричным профилем) называется разность между действительным и номинальным значениями a/2. При анализе погрешностей угла профиля резьбы обычно измеряют не весь угол а, а половину угла профиля a/2, что позволяет оценивать не только угол а, но и перекос резьбы.
Погрешность половины угла профиля вызывается в основном погрешностями профиля резьбонарезного инструмента и погрешностями установки инструмента и нарезаемой детали.

Рис. 4. Диаметральная компенсация погрешности угла профиля резьбы
Погрешность a /2 при симметричном профиле резьбы находят как среднее арифметическое абсолютных значений погрешностей обеих половин угла профиля:
Da /2 = (a /2 пр + a /2 лев)/2.
Наложим на осевое сечение резьбы гайки, имеющей номинальные профиль и размеры, осевое сечение болта, имеющего погрешность половины угла профиля Da /2 (рис. 4). При равенстве средних диаметров резьбы болта и гайки (d2 = D 2) свинчивание этих деталей невозможно вследствие перекрытия профилей резьбы. Свинчивание резьбовых деталей, имеющих погрешность Da /2, так же как и имеющих погрешность шага, возможно только при наличии диаметральной компенсации f a, мкм, этой погрешности по среднему диаметру резьбы, которая может быть осуществлена или за счет уменьшения среднего диаметра резьбы болта, или увеличения среднего диаметра резьбы гайки.
Для метрических резьб с симметричным профилем диаметральная компенсация погрешности угла профиля резьбы
f a = 0,36Р Da /2,
где P - шаг резьбы, мм; Da /2 - среднее абсолютных значений погрешностей обеих половин угла профиля, мин.








