 2020-06-08
2020-06-08 1135
1135Изучить лекцию и написать конспект
Сверление, зенкерование и развертывание Сверление.
Сущность процесса сверления.
Сверление представляет собой процесс удаления металла для получения отверстий. Процесс сверления включает два движения: вращение инструмента V (рис. 1) или детали вокруг оси и подачу S вдоль оси. Режущие кромки сверла срезают тонкие слои металла с неподвижно укрепленной детали, образуя стружку, которая, скользя по спиральным канавкам сверла, выходит из обрабатываемого отверстия. Сверло является многолезвийным режущим инструментом. В резании участвуют не только два главных лезвия, но и лезвие перемычки, также два вспомогательных, находящихся на направляющих ленточках сверла, что очень усложняет процесс образования стружки. При рассмотрении схемы образования стружки при сверлении хорошо видно, что условия работы режущей кромки сверла в разных точках лезвия различны. Так, передний угол наклона режущей кромки у (рис. 2),
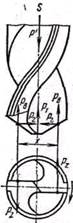
Рис. 1. Схема резания при сверлении. Силы, действующие на сверло
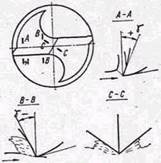
Рис. 2. Образование стружки при сверлении
расположенный ближе к периферии сверла (сечение А—А), является положительным. Режущая кромка работает в сравнительно легких условиях.
Передний угол наклона режущей кромки, расположенный дальше от периферии, ближе к центру сверла (сечение В—В), является отрицательным. Режущая кромка работает в более тяжелых условиях, чем расположенная ближе к периферии.
Резание поперечной режущей кромкой (сечение С—С) представляет собой процесс резания, близкий к выдавливанию. При сверлении по сравнению с точением значительно хуже условия отвода стружки и подвода охлаждающей жидкости; имеет место значительное трение стружки о поверхность канавок сверла, трение стружки и сверла об обработанную поверхность; вдоль режущей кромки возникает резкий перепад скоростей резания — от нуля до максимума, в результате чего в различных точках режущей кромки срезаемый слой деформируется и срезается с разной скоростью; вдоль режущей кромки сверла деформация различна — по мере приближения к периферии деформация уменьшается. Эти особенности резания при сверлении создают более тяжелые по сравнению с точением условия стружкообразования, увеличение тепловыделения и повышенный нагрев сверла. Если же рассматривать процесс стружкообразования на отдельных микро участках режущей кромки, то упругие и пластические деформации, тепловыделение, наростообразование, упрочнение, износ инструмента здесь возникают по тем же причинам, что и при точении. На температуру резания при сверлении скорость резания имеет большее влияние, чем подача.
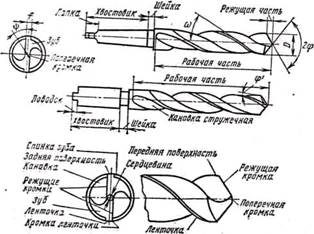
Рис.3. Спиральное сверло
Элементы сверла. Наиболее распространенным и имеющим универсальное назначение является спиральное сверло (рис. 3). Сверло состоит из рабочей части, конусного или цилиндрического хвостовика, служащего для закрепления сверла, а лапки, являющейся упором при удалении сверла. Рабочая часть сверла представляет собой цилиндрический стержень с двумя спиральными или винтовыми канавками, по которым удаляется стружка. Режущая часть заточена по двум коническим поверхностям, имеет переднюю и заднюю поверхности (рис. 50) и две режущие кромки, соединенные перемычкой под углом 55°. На цилиндрической части по винтовой линии проходят две узкие ленточки, центрирующие и направляющие сверло в отверстии. Ленточки значительно уменьшают трение сверла о стенки обрабатываемого отверстия. Для уменьшения трения рабочей части сверла в сторону хвостовика сделан обратный конус. Диаметр сверла уменьшается на каждые 100 мм длины на 0,03—0,1 мм.
Режущая часть сверла изготовляется из инструментальных сталей в твердых сплавов. Как и резец, сверло имеет передний и задний углы (рис.4). Передний угол у (сечение Б—Б) в каждой точке режущей кромки является величиной переменной. Наибольшее значение угол у имеет на периферии сверла, наименьшее—у вершины сверла. Вследствие того что сверло во время работы не только вращается, но и перемещается. вдоль оси, действительное значение заднего углаотличается от угла, полученного при заточке. Чем меньше диаметр окружности, на которой находится рассматриваемая точка режущей кромки, и чем больше подача, тем меньше действительный задний угол.
Действительный же передний угол в процессе резания соответственно будет больше угла, замеренного после заточки. Чтобы обеспечить достаточную величину заднего угла в работе
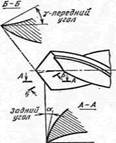
Рис. 4. Передний и задний углы сверла
(в точках режущей кромки, близко расположенных к оси сверла), а также угла заострения зуба вдоль оси всей длины режущей кромки, задний угол делается: на периферии 8—14°, а у середины 20—27°, задний угол на ленточках сверла равен 0°.
Кроме переднего и заднего углов сверло характеризуется углом наклона винтовой канавки  , углом наклона поперечной кромки
, углом наклона поперечной кромки  , углом при вершине 2
, углом при вершине 2  , углом обратной конусности
, углом обратной конусности  (рис. 50). =18—30°,
(рис. 50). =18—30°,  =55°, =2—3°, у сверл из инструментальной стали 2 =60—140°.
=55°, =2—3°, у сверл из инструментальной стали 2 =60—140°.
Виды подточек и различные формы заточки показаны на рис. 5.
Рис. 5. Элементы подточки спиральных сверл
Элементы режима резания (рис.6). Как уже указывалось, скорость резания в различных точках режущей кромки различна и изменяется от нуля в центре до максимальной на периферии сверла. При расчетах режимов резания принимается наибольшая скорость резания на периферии (в м/мин)

где D— диаметр сверла, мм; n —частота вращения сверла, об/мин;  — коэффициент, равный 3,14.
— коэффициент, равный 3,14.
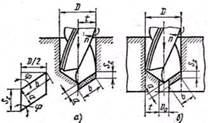
Рис. 6. Элементы резания: а — при сверлении, 6 — при рассверливании
Подачей при сверлении s (мм/об) называется величина перемещения сверла вдоль оси за один оборот сверла или за один оборот заготовки, если заготовка вращается, а сверло только перемещается. У сверла две главные режущие кромки. Подача, приходящаяся на каждую кромку,

Минутная подача (мм/мин)
sм = sn.
Толщина среза а, измеренная в направлении, перпендикулярном режущей кромке:
Ширина среза b измеряется в направлении вдоль режущей кромки и равняется ее длине:

Силы, действующие на сверло. При сверлении отверстий материал оказывает сопротивление снятию стружки. В процессе резания на режущий инструмент действует сила, которая преодолевает силу сопротивления материала, а на шпиндель станка действует крутящий момент.
Разложим равнодействующую силу сопротивления на каждой режущей кромке на составляющие силы в трех взаимно перпендикулярных направлениях: РZ, PB, РГ. Горизонтальные (радиальные) силы РГ. действующие на обеих режущих кромках, взаимно уравновешиваются вследствие симметрии спирального сверла. При несимметричности заточки длина режущих кромок неодинакова и радиальная сила не будет равна нулю, в результате происходит отжим сверла и разбивание отверстия. Силы РВ направленные вверх, препятствуют проникновению сверла в глубину обрабатываемой детали. В этом же направлении действуют силы р1 поперечной кромки. Кроме того, продвижению сверла препятствуют силы трения на ленточках сверла (трение об обработанную поверхность отверстия) и силы трения от сходящей стружки РТ. Суммарная сила от указанных сил сопротивления в осевом направлении сверла называется осевой силой Р или усилием подачи:
Р=  (2РВ+Р1+РТ).
(2РВ+Р1+РТ).
Силы сопротивления РВ, возникающие на режущих кромках и мешающие проникновению сверла, составляют 40 % от силы Р; силы сопротивления Р1, возникающие на поперечной кромке, составляют 57 % и силы трения РТ — около 3 %.
Суммарный момент сил сопротивления
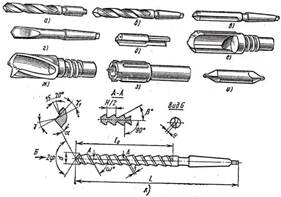
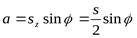
Рис. 6. Виды сверл: а, б — спиральные, в —с прямыми канавками, г — перовое, д — ружейное, е — однокромочное с внутренним отводом стружки, ж – двухкромочное, з – для кольцевого сверления, и – центровочное, к – шнековые.
Резанию М складывается из момента от сил Рz, момента от сил скобления и трения на поперечной кромке МПК, момента от сил трения на ленточках МЛ и момента от сил трения стружки о сверло и обработанную поверхность отверстия МС, т. е. М=МСР+МПК+МЛ+Мс.
По силе Р и моменту М рассчитывается необходимая мощность сверлильного станка.
Износ и стойкость сверл. Износ сверл происходит по задней поверхности, ленточкам и уголкам, а иногда и передней поверхности сверл, с твердосплавными пластинками — по уголкам и ленточке.
Стойкость сверла зависит от материала обрабатываемой детали и инструмента, от качества инструмента, от режимов резания, применяемой СОЖ и др.
Типы сверл и их устройство. Сверло является инструментом, с помощью которого получают отверстия или увеличивают диаметр ранее просверленного отверстия.
На рис. 6 показаны различные типы сверл: перовые (рис. 6, г), двухкромочные (рис. 6, ж), спиральные (рис. 6,а и б), ружейное (рис. 6, д), для кольцевого сверления (рис. 6, з), центровочные (рис. 6, и), шнековые (рис. 6, к).
Перовое сверло представляет собой круглый стержень, на конце которого находится плоская лопатка, имеющая режущие кромки, наклоненные друг к другу под углом 120°. Перовые сверла обладают недостаточной жесткостью. Недостатком однокромочного сверла является необходимость иметь направляющую втулку, а также ограниченное пространство для отвода стружки.
Спиральное сверло получило наибольшее распространение в промышленности. Его устройство описано выше. Остальные типы сверл имеют специальное назначение.
Шнековые сверла дают возможность получать отверстия глубиной до 40 диаметров за один рабочий ход без периодических выводов для удаления стружки. Они позволяют работать на более высоких скоростях резания, что в сочетании с сокращением вспомогательного времени (отсутствие промежуточных выводов сверла) дает повышение производительности в 2—3 раза по сравнению с работой удлиненными стандартными сверлами.
Сверла, оснащенные твердым сплавом. Сверла, оснащенные пластинками из твердого сплава, обладают большой стойкостью, позволяют работать на высоких скоростях, дают высокое качество обработанной поверхности и обеспечивают высокую производительность. Ими можно обрабатывать детали из чугуна, закаленной стали, стекла, мрамора, пластмасс и др. Особенно эффективно применение твердосплавных пластинок при сверлении чугунов и рассверливании чугунов и сталей.
Твердосплавные сверла имеют передний угол у =0—7°; задний угол а =8-16°, угол 2  =118—150°. На рис. 7 показаны несколько типов твердосплавных сверл. Сверло конструкции Института твердых сплавов (рис. 55, а) сделано со стальным хвостовиком. Сверло ВНИИ (рис. 55,6) сделано целиком из твердого сплава. Твердосплавный монолитный инструмент небольших размеров (сверла, метчики, развертки до 6 мм) изготовляется из твердосплавных стержней шлифованием. Монолитные сверла изготовляется из сплавов ВК6М, ВК8М и ВК10М. Они предназначены для обработки тугоплавких металлов — вольфрама, бериллия, титановых и молибденовых сплавов, высокопрочных чугунов, нержавеющих, хромоникелевых, жаропрочных сталей и сплавов. Стоимость монолитных твердосплавных сверл в 10 раз дороже, чем стоимость сверл из быстрорежущих сталей.
=118—150°. На рис. 7 показаны несколько типов твердосплавных сверл. Сверло конструкции Института твердых сплавов (рис. 55, а) сделано со стальным хвостовиком. Сверло ВНИИ (рис. 55,6) сделано целиком из твердого сплава. Твердосплавный монолитный инструмент небольших размеров (сверла, метчики, развертки до 6 мм) изготовляется из твердосплавных стержней шлифованием. Монолитные сверла изготовляется из сплавов ВК6М, ВК8М и ВК10М. Они предназначены для обработки тугоплавких металлов — вольфрама, бериллия, титановых и молибденовых сплавов, высокопрочных чугунов, нержавеющих, хромоникелевых, жаропрочных сталей и сплавов. Стоимость монолитных твердосплавных сверл в 10 раз дороже, чем стоимость сверл из быстрорежущих сталей.
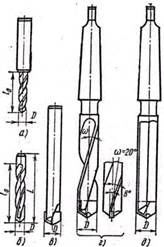
Рис. 7. Сверла из твердого сплава: а — со стальным хвостовиком, б — изготовленное по методу ВНИИ, в —с косыми канавками, оснащенное твердым сплавом, г —спиральное, оснащенное пластинойиз твердого сплава, д—с прямыми канавкамии твердосплавной пластинкой
Сверла с косыми канавками (рис. 7, в) состоят из державки, в паз которой впаяна пластинка из сплава ВК8..Такие сверла применяются для сверления неглубоких отверстий. Сверла с винтовыми канавками (рис. 7, а) применяют для сверления деталей из вязких и хрупких металлов на высоких режимах работы. На рис. 7, д показано сверло с прямыми канавками московского завода «Фрезер», предназначенное для сверления деталей из чугуна и хрупких материалов глубиной (2—3)D. При обработке сталей рекомендуется применять твердый сплав Т15К6, при обработке чугунов — сплав ВК8. При обработке твердосплавными сверлами необходимо выдерживать симметричность заточки сверл.
Сверла с поворотными неперетачиваемыми твердосплавными пластинками.
На рис. 7 показано сверло с двумя треугольными неперетачиваемыми твердосплавными пластинками. Пластинки 1 и 2 расположены в двух прямоугольных канавках 6 в специальных гнездах 3 и закреплены болтами 7. Пластинки расположены так, что их режущие кромки образуют взаимно перекрывающие поверхности резания. Пластинки являются как бы токарными резцами, укрепленными в державке 4, вставленной во втулку 5. Процесс
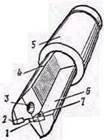
Рис. 8. Сверло с поворотными неперетачиваемыми пластинками
резания этим сверлом переходит в процесс точения, выполняемый двумя резцами, позволяя использовать рабочие качества и простоту современных токарных резцов. Форма пластинок и их расположение означают, что сверло не нуждается в предварительной подготовке отверстия. Это сверло позволяет сверлить в обоих направлениях, выводить и вводить сверло вновь. Сверло предназначено для отверстий от 18 до 56 мм и глубиной до двух диаметров сверла. При использовании пластинок с двойным покрытием можно работать с подачами, значительно превосходящими (до 5 раз) подачи, применяемые при работе спиральными сверлами, получая то же качество обработанной поверхности.
Применение сверл с неперетачиваемыми поворотными пластинками превращают операцию сверления из медленной в быструю и дешевую. Учитывая, что операция сверления неглубоких отверстий в станках с ЧПУ, агрегатных станках и автоматических линиях является обычной и распространенной, технология обработки с использованием сверл с неперетачиваемыми поворотными пластинками будет прогрессивной.
Для сверления глубоких отверстий применяют длинные сверла с неперетачиваемыми поворотными пластинками типа «Эжектор» (рис.9), имеющими автономное устройство подачи СОЖ и удаления стружки. Сверло глубокого сверления 2 работает в паре со сверлом 1. Операция сверления выполняется в два рабочих хода.
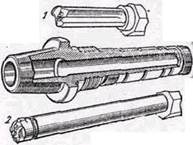
Рис. 9. Сверло для глубоких отверстий с пластинками типа «Эжектор»
Сначала сверлится неглубокое отверстие сверлом 1. Затем сверлом 2 производится окончательное сверление глубокого отверстия.

