 2015-04-01
2015-04-01 8942
8942Процесс клепки состоит из следующих последовательных операций:
- разметка центров отверстий;
- сверлений отверстий;
- раззенковка отверстий под потайную головку;
- ввод заклепки (снизу) в отверстие;
- расклепка заклепки.
Основными инструментами для клепки является обжимка (оправка, пуансон), молоток и наковальня-поддержка. В некоторых случаях используется натяжка, которая служит для сжатия склепываемых деталей. Она представляет собой стальной стержень с отверстием на торцевой части, диаметр и глубина которого должна быть несколько больше выступающей части заклепки. Обжимка служит для оформления замыкающей части головки и имеет такую же конструкцию, как и натяжка, но вместо отверстия в ней имеется лунка по форме головки.
В начале процесса детали подгоняют (правка, припиловка, удаление заусенцев), размечают отверстия под заклепки, накернивают центры и сверлят отверстия. При сверлении следует учитывать разбивку отверстия, которая происходит даже при правильной заточке сверла. Разбивка отверстий увеличивается в зависимости от вязкости металла, скорости сверления и диаметра отверстий.
Если заклепкой необходимо соединить три детали, сначала просверливают отверстия во внешних деталях, между ними вводят внутреннюю деталь и размечают на ней место для сверления. Затем внутреннюю деталь вынимают и просверливают в ней отверстие. Таким образом, уменьшается возможность взаимного смещения деталей при клепке.
После сверления снимают фаски или раззенковывают отверстия под потайные головки. Заклепку вставляют в отверстия, заводя ее снизу, под нее ставят наковальню-поддержку. Ударяя молотком по натяжке, плотно сжимают склепываемые детали (рис. 4.9 а). Затем расклепывают стержень заклепки. При этом стремятся, чтобы количество ударов было минимальным, т.к. металл нагартовывается и теряет пластичность. Сначала сильными и точными ударами осаживают стержень (рис. 4.9 б), затем боковыми ударами формируют головку и окончательно оформляют ее обжимкой (рис. 4.9 в).
Можно сразу на выступающий конец стержня накладывать обжимку и, ударяя по ней, одновременно расклепывать и оформлять головку. Однако при таком способе возможно смещение головки относительно оси заклепки.
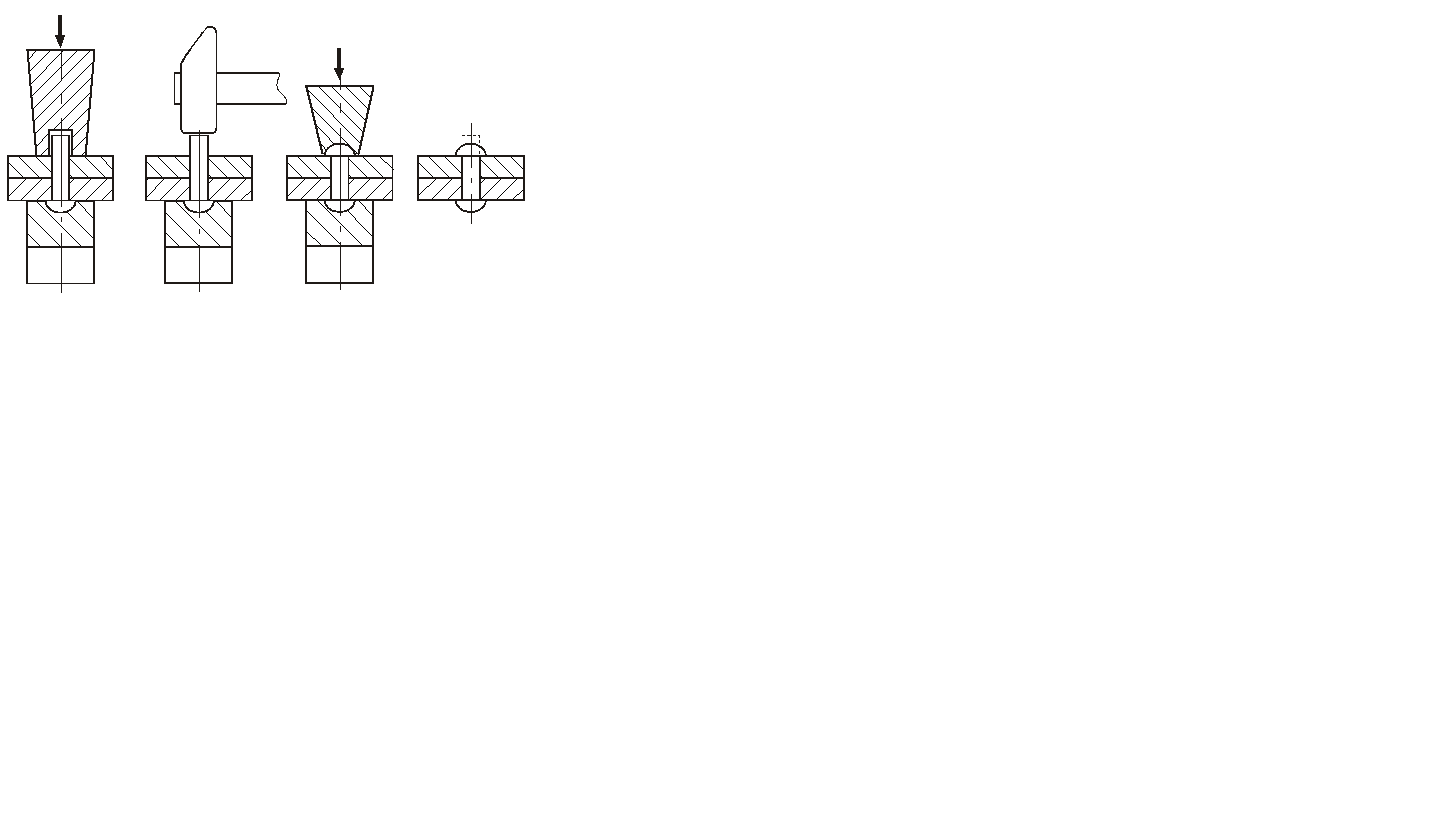
а б в г
Рис. 4.9. Стадии процесса клепки:
а – сжатие склепываемых деталей; б – осадка стержня заклепки;
в – формирование замыкающей головки; г – готовая заклепка








