2020-06-08
2020-06-08 188
188
Для шпоночного соединения (шпонка призматическая, исполнения А, соединение свободное) определить допуски и предельные размеры всех элементов соединения, а также дать схему расположения полей допусков по ширине шпонки b и сборочный чертеж шпоночного соединения.
Диаметр вала d = 100 мм, длина шпонки l = 280мм.
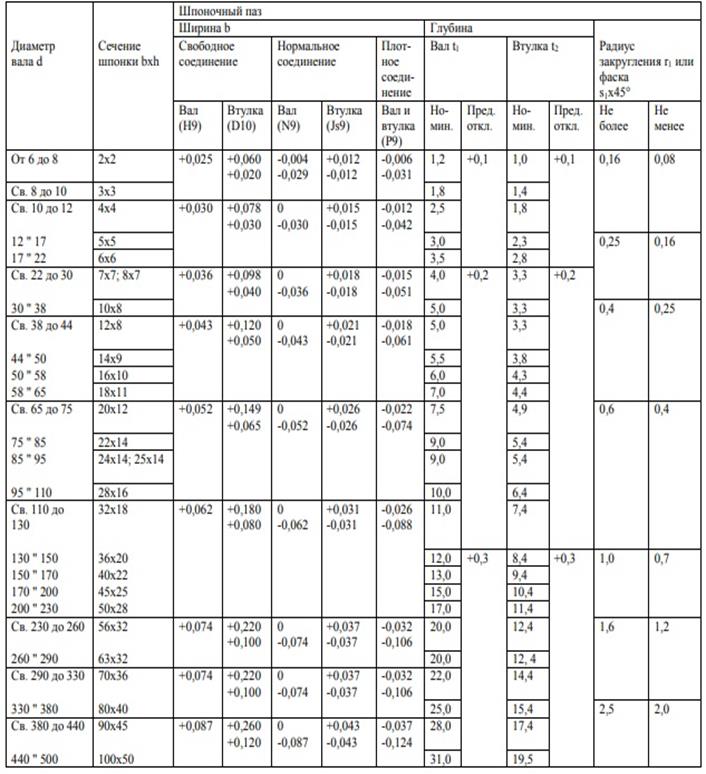
1. Номинальные значения элементов шпоночного соединения определяются по ГОСТ 23360-78 ( табл. 4.64 [ 1 ]):
b = 28 мм;
h = 16 мм;
t1 = 10 мм;
t2 = 6,4мм;
(d – t1) = 90 мм;
(d + t2) = 106,4 мм.
1. Допуски глубин пазов вала и втулки определяются по ГОСТ 23360-78,
2. допуски высоты и длины шпонки, а также длины паза вала под шпонку – по ГОСТ 25347-82 ( табл. 1.35, 1.43 [ 1 ]):
глубина паза вала t1 = 10+0,200 мм;
глубина паза втулки t2 = 6,4+0,200 мм;
высота шпонки h =16h11 = 16-0,110 мм;
длина шпонки l = 280h14 = 280-1,3 мм;
длина паза вала под шпонку l1 = 280H15 = 280+2,1 мм.
3. Допуски на размеры шпонки, паза вала и паза втулки по ширине шпонки b определяются по ГОСТ 23360-78 и ГОСТ 25347-82 ( табл. 1.35, 1.36 [ 1 ]):
ширина шпонки 28h9 = 28-0,052 мм;
ширина паза вала 28H9 = 28+0,052 мм;
ширина паза втулки 28D10 = 28+0,149+0,065 мм.
4. Схема расположения полей допусков представлена на рис. 26.
Рисунок 26 - Схема расположения полей допусков
5.Сборочный чертеж шпоночного соединения представлен на рис. 27.
Рисунок 27 - Сборочный чертеж шпоночного соединения
1 – втулка
2 – шпонка
3 – вал
Приложение 1
Варианты заданий на проведение работ
| Вариант | Диаметр вала d, мм | Длина шпонки l, мм |
| 1 | 30 | 40 |
| 2 | 38 | 80 |
| 3 | 40 | 70 |
| 4 | 46 | 100 |
| 5 | 52 | 110 |
| 6 | 58 | 130 |
| 7 | 60 | 140 |
| 8 | 64 | 160 |
| 9 | 66 | 180 |
| 10 | 70 | 190 |
| 11 | 74 | 200 |
| 12 | 78 | 220 |
| 13 | 80 | 230 |
| 14 | 86 | 240 |
| 15 | 92 | 260 |
| 16 | 100 | 280 |
| 17 | 108 | 300 |
| 18 | 116 | 310 |
| 19 | 124 | 320 |
| 20 | 138 | 350 |
| 21 | 142 | 360 |
| 22 | 156 | 380 |
| 23 | 164 | 390 |
| 24 | 178 | 400 |
| 25 | 182 | 410 |
| 26 | 194 | 420 |
| 27 | 200 | 430 |
| 28 | 220 | 440 |
| 29 | 240 | 450 |
| 30 | 250 | 460 |
Приложение 2
Приложение 3