 2020-06-10
2020-06-10 1463
1463Сварка угловых, тавровых и нахлесточных соединений бывает однослойной и многослойной (однослойная применяется для швов с катетом до. 10 мм). Угловые, тавровые и нахлесточные соединения можно сваривать и без колебаний электрода ниточным и уширенным валиками. Колебания концом электрода производят тогда, когда необходимо наложить шов с большим катетом. При выполнении сварных соединений возможно образование непровара в одной из сторон, а также непровар угла и подрез верхней н нижней кромок. Лучше всего сварку угловых, тавровых и нахлесточных соединений вести в положении «в лодочку» (рис.а). При сварке наклонным электродом (рис б) или с оплавлением верхней кромки (рис.е) процесс сварки целесообразнее вести электродом, расположенным углом назад. Схема заполнения швов по сечению представлена на рис.
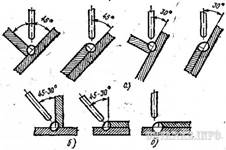
Способы выполнения угловых, тавровых и нахлесточных соединений:
а - сварка в симметричную и несимметричную «лодочку», б - сварка наклонным электродом, в - сварка с оплавлением кромки
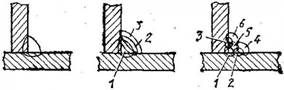
Схема заполнения угловых швов по сечению (1-6 - очередность наложения валиков)
Выполнение угловых швов, как и стыковых, начинается с наложения узкого валика, если шов выполняется за несколько слоев. Узкие валики выполняются по схемам, представленным на рис. 45. Способ наложения валика «углом» заключается в том, что электросварщик то поднимает конец электрода вверх, то отпускает вниз, беспрерывно наплавляя металл на свариваемые кромки и равномерно перенося вверх движения электродом.
Способ наложения валика «полумесяцем» и по «спирали» состоит в том, что электросварщик вначале как бы наплавляет полочку на свариваемые кромки, а затем мелкими порциями на эту полочку наплавляет металл, манипулируя электродом все выше и составляя за собой образованный сварной шов.
Способ сварки «елочкой» заключается в следующем: электросварщик вначале конец электрода поднимает вверх в правую сторону, а затем опускает его вниз. В это время капля расплавленного металла застывает в центре между кромками. Затем конец электрода поднимается в левую сторону и снова опускается вниз, оставляя новую порцию расплавленного металла в центре между кромками, и т. д. В результате этого образуется сварной шов.
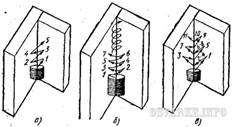
Схема выполнения узких угловых швов в вертикальном положении:
а - углом, б - по спирали или полумесяцем, в - елочкой; 1-11 - очередность колебаний электродом
Широкие валики можно выполнять таким же способом.
Узкие угловые швы в потолочном положении следует выполнять так, как показано на рис. Широкие швы можно выполнять, сочетая все три движения вместе, что будет способствовать плавной кристаллизации расплавленного металла, и декоративный валик при этом будет образовываться правильной геометрической формы.

