 2020-06-10
2020-06-10 573
573Рассмотрим порядок выполнения сборочного чертежа на примере Клапана переливного, аксонометрия которого представлена на рис. 24.
Выполняя разборку и сборку деталей сборочной единицы, можно предварительно установить число деталей, присвоить им нумерацию в порядке разборки (сборки), уточнить наименование, материал и другие характеристики деталей (оригинальных или стандартизованных), что позволяет составить структурную схему изделия (ГОСТ 2.102-68), а по ней разделы спецификации сборочной единицы. Необходимо ознакомиться с принципом работы сборочной единицы.
Клапан переливной предназначен для пропуска избытка жидкости из системы при определенных параметрах давления в трубопроводах. Таким образом, клапан переливной исполняет функции предохранительного устройства (предохранительный клапан).
Гайка накидная 2 служит для регулирования усилия, передаваемого через пружину 6 на клапан 3. Плотность прилегания клапана с выступом внутри корпуса обеспечивается прокладкой 5.  Герметичность тарелки 1 с корпусом 4 обеспечивается кольцом 9.
Герметичность тарелки 1 с корпусом 4 обеспечивается кольцом 9.
Спецификация (рис. 32) для Клапана переливного состоит из разделов: Документация; Детали; Стандартные изделия.
Детали.
1. Тарелка представляет собой тело вращения, имеющее несколько ступеней. Ось симметрии этой детали на эскизе (рис.25) должна быть расположена горизонтально. Для выявления формы отверстия в детали следует применить фронтальный разрез, расположив его на месте главного вида.
2. Гайка накидная — тело шестигранной формы. Для отображения ее наружной формы необходимо деталь изобразить в двух видах. В детали имеется сквозное отверстие, для отображения которого следует выполнить фронтальный разрез (или соединение половины главного вида и половины фронтального разреза), расположив их на месте главного вида (рис.26).
3. Клапан представляет собой асимметричную деталь ступенчатой формы. Для соблюдения при обработке соосности наружных и внутренних поверхностей главный вид предпочтительно расположить так, чтобы ось детали на чертеже была горизонтальной (рис.27). Для выявления внутренней формы следует применить фронтальный разрез, расположив его на месте главного вида.
4. Корпус — наиболее сложная по форме и технологии изготовления деталь. При ее изготовлении применяются различные технологические процессы — литье и механическая обработка на станках. Механической обработке подлежат не все поверхности детали, часть поверхностей после литья не обрабатывается. Для выявления наружной и внутренней форм следует применить фронтальный разрез на месте главного вида, на месте вида слева соединение половины вида слева с половиной поперечного разреза (рис.28а,б). Эта деталь для данной сборочной единицы является базовой (при выполнении сборочной операции).
5. Прокладка изготовляется в пресс-форме методом холодной штамповки. На главном виде прокладка должна располагаться с учетом технологии изготовления. Для данной детали применен фронтальный разрез (рис.29).
6. Пружина. Вне зависимости от положения пружины в сборочной единице изображение ее на рабочем чертеже должно быть только горизонтально и выполнено в (свободном) нерабочем состоянии. Пружины изображают только с правой навивкой, а действительное направление навивки указывается в технических требованиях (рис.30).
|
|

Рис.24
1-тарелка, 2-гайка накидная, 3-клапан, 4-корпус, 5-прокладка, 6-пружина.
Стандартные изделия (7, 8, 9 и 10). Подбираются по параметрам, согласованным с соответствующими стандартами, которые должны быть записаны в графе Наименование спецификации.
|
|

Рис.25
|
|
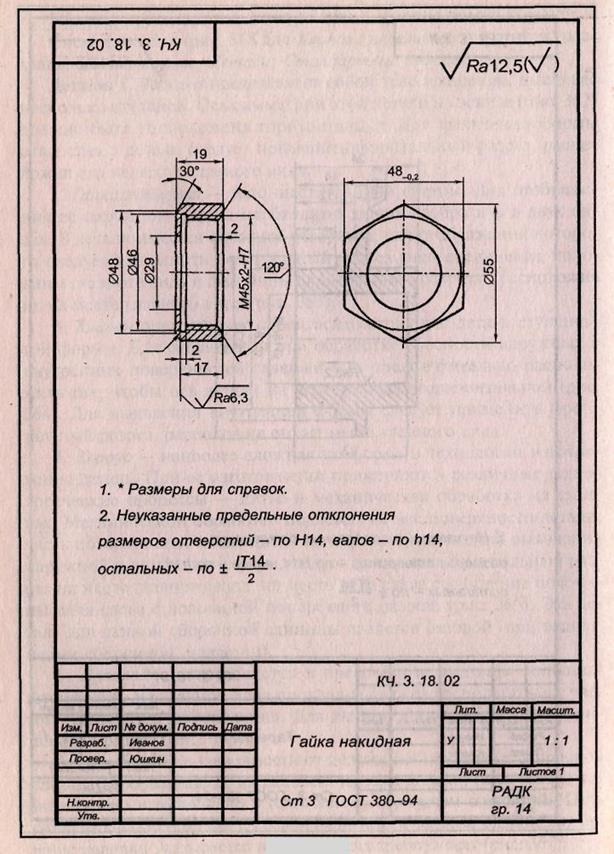
Рис.26
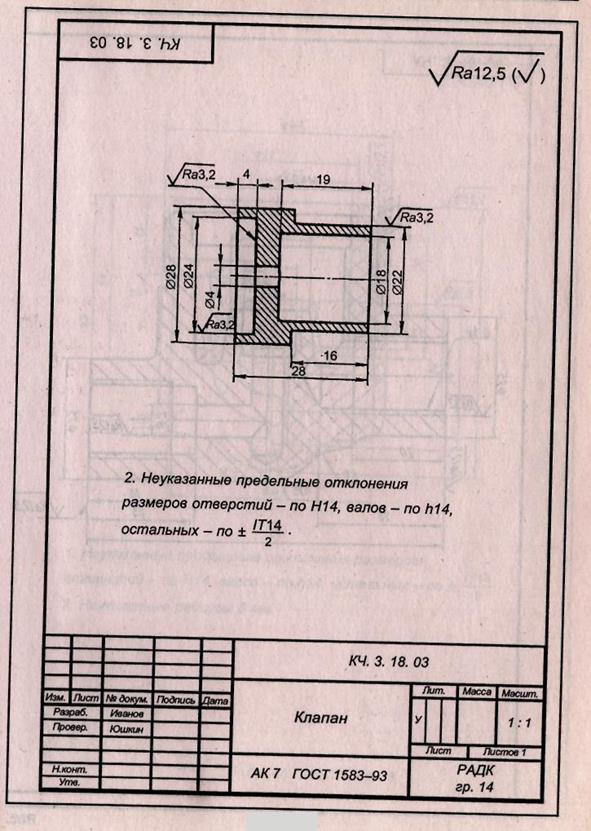 Рис.27
Рис.27

Рис.28а
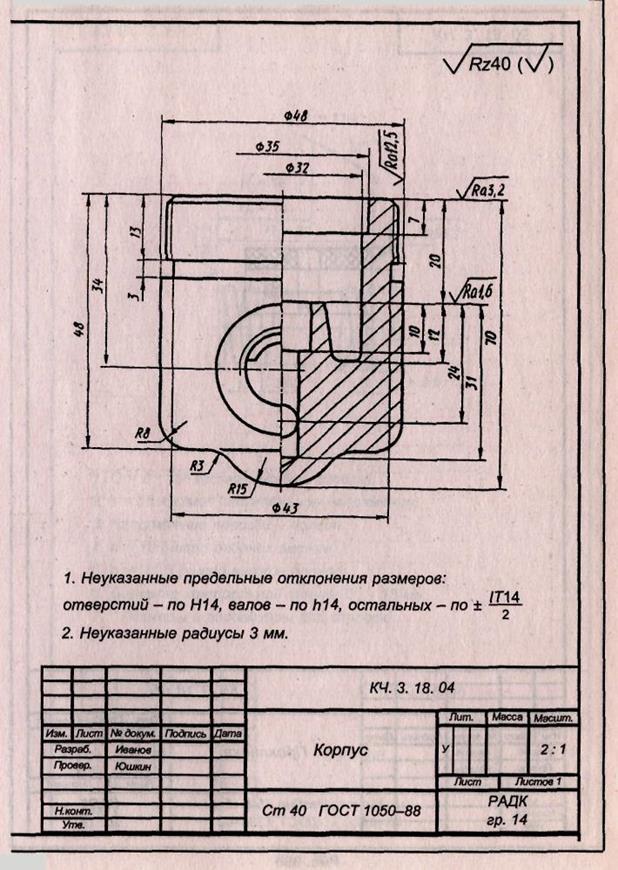 Рис.28б
Рис.28б
|
Рис.29 |

|
|

Рис.30








