 2020-06-29
2020-06-29 122
1221. Осмотр образца.
2. Замеры геометрических параметров
На образцах измерьте ширину и выпуклость сварного шва с лицевой и обратной стороны. Сравните полученные результаты измерений с данными нормативных документов (ГОСТ 5264-80), регламентирующих геометрические параметры шва для выбранного способа сварки, типа соединения и толщины свариваемого материала. При измерениях швов пользуйтесь универсальным шаблоном, штангенциркулем и линейкой. Отметьте маркером на образцах участки швов, где размеры выходят за допустимые пределы.
3. Выявление дефектов.
4. Оформление результатов контроля (задание №1)
Оформление результатов работы
1. Напишите отчет, в котором укажите название и цель работы, применяемое оборудование и образцы.
2. Оформите оценочный лист.
3.Сформулируйте выводы по результатам работы.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Назовите основные виды дефектов сварных соединений.
2. Что является причиной возникновения дефектов сварных соединений?
3. В каких случаях могут образоваться дефекты и как их можно избежать?
4. Для чего предназначены комплекты визуального контроля?
5. Для чего используются радиусные шаблоны и щупы?
Литература
1. В.И.Маслов «Сварочные работы»
2. Г.Г.Чернышов «Сварочное дело»
3. М.В.Ханапетов «Контроль качества сварных соединений»
4. НК сварных швов, выполненных сваркой плавлением. Визуальный контроль.EN970:1997
5. НК. Визуальный контроль. Ч.1. Общие принципы.EN 13018:2001
6. РД 03-606-03 Инструкция по визуальному и измерительному контролю.
Таб. 1 Дефекты сварных швов и соединений
| № п/п | Наименование | Причины |
| 1 | 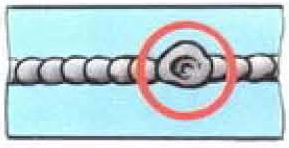 Кратеры
Кратеры
| - Обрыв дуги; - Непроизвольное выполнение конечного участка шва. |
| 2 | 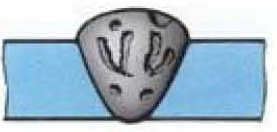 Поры
Поры
| - Быстрое охлаждение шва; - Загрязнение кромок маслом, ржавчиной и т.п.; - Непросушенные электроды; - Высокая скорость сварки |
| 3 |
 Включение
шлака Включение
шлака
| - Грязь на кромках; - Малый сварочный ток; - Большая скорость сварки. |
| 4 |
 Несплавления Несплавления
| - Плохая зачистка кромок; - Большая длина дуги; - Недостаточный сварочный ток; - Большая скорость сварки. |
| 5 |
Наплыв
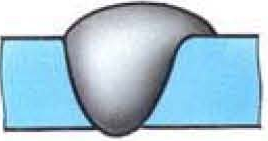
| - Большой сварочный ток; - Неправильный наклон электрода; - Излишне длинная дуга. |
| 6 |
Свищи

| - Низкая пластичность металла шва; - Образование закалочных структур; - Напряжение от неравномерного нагрева. |
| 7 |
Подрезы
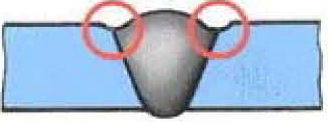
| - Большой сварочный ток; - Длинная дуга; - При сварке угловых швов- смещение электрода в сторону вертикальной стенки. |
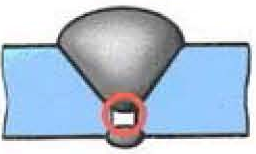
| 8 | 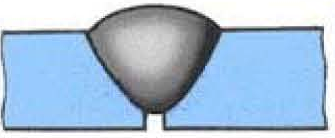 Непровар
Непровар
| - Малый угол скоса вертикальных кромок; - Малый зазор между ними; - Загрязнение кромок; - Недостаточный сварочный ток; - Завышенная скорость сварки. |
| 9 |
Поджог

| - Большой ток при малой скорости сварки; - Большой зазор между кромками; - Под свариваемый шов плохо поджата флюсовая подушка или медная прокладка. |
| 10 | 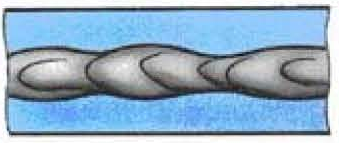 Неравномерная
форма шва
Неравномерная
форма шва
| - Неустойчивый режим сварки; - Неточное направление электрода. |
| 11 |  Трещины
Трещины
| - Резкое охлаждение конструкции; - Высокие напряжения в жестко закрепленных конструкциях; - Повышенное содержание серы или фосфора. |
| 12 |  Перегрев
(пережог)
металла
Перегрев
(пережог)
металла
| - Чрезмерный нагрев околошовной зоны; - Неправильный выбор тепловой мощности; - Завышенные значения мощности пламени или сварочного тока. |
| Эскиз образца Начертить, обозначить св.шов, вид св.соединения, вид св.шва | Результаты | Результаты по стандарту | ||||||
| s | b | e | g | s | b | e | g | |
| Дефекты: Причины: | ||||||||
| Вывод: | ||||||||








