 2020-06-29
2020-06-29 940
940ИЗНОС РЕЖУЩИХ ИНСТРУМЕНТОВ
Физическая природа изнашивания
В процессе резания контактные поверхности инструмента подвергаются действию чрезвычайно высоких напряжений и температур, что в сочетании с высокими скоростями скольжения приводит к затуплению инструмента и образованию очагов износа.
Процесс изнашивания инструмента является нормальным рабочим процессом и протекает при любых условиях резания. Задача состоит в том, чтобы условия резания обеспечивали минимальную (или экономически оправданную) интенсивность этого процесса. Интенсивность изнашивания зависит от большого числа факторов: свойств инструментального и обрабатываемого материалов, режимов резания, геометрических параметров инструмента, применения смазочно-охлаждающих жидкостей.
В зависимости от конкретных условий обработки физическая природа изнашивания контактных поверхностей может определяться либо механическим истиранием, либо физико-химическими процессами, тесно связанными с температурой. При резании металлов имеют место абразивный, адгезионный, диффузионный, усталостный износы.
Абразивно-механический износ является результатом царапания-среза-ния контактных поверхностей инструмента твердыми структурными составляющими обрабатываемого материала. Такими частицами могут быть зерна карбидов, цементит, силикаты и др. Большое абразивное действие проявляют также литейная корка и окалина на заготовках.
Как правило, чем выше отношение значений твердости инструментального и обрабатываемого материалов, тем ниже интенсивность абразивного износа. Однако с увеличением содержания карбидообразующих легирующих элементов и интерметаллических соединений истирающая способность сталей и сплавов увеличивается.
Абразивный износ имеет место даже при очень низких температурах. С увеличением температуры его интенсивность увеличивается, что особенно характерно для многофазных инструментальных материалов с металлической связкой. В результате ослабления связки частицы карбидов твердых сплавов вырываются сходящей стружкой, царапая на своем пути поверхность контакта. Аналогичный эффект производят и срывающиеся частицы нароста, особенно при работе инструментами из быстрорежущей стали.
Адгезионный (молекулярный) износ. Контактирующие поверхности стружки и инструмента не являются абсолютно гладкими, поэтому реальный контакт имеет место по отдельным микронеровностям. Очень высокие контактные давления приводят к разрушению защитных пленок и холодному свариванию (прилипанию, молекулярному сцеплению) этих микронеровностей, т.е. к образованию "мостиков адгезии". Движение стружки приводит к образованию в мостиках сдвигающих напряжений и к их разрушению.
В зависимости от прочности обрабатываемого и инструментального материалов это разрушение может происходить либо по мостику, либо по обрабатываемому материалу, либо по материалу инструмента (ослабленному в результате циклических образований и разрушений мостиков в одной и той же точке). В последнем случае говорят об усталостном износе.
Для возникновения адгезии необходимы определенные условия, характеризующиеся достаточно высокой температурой (около 40% от температуры плавления обрабатываемого материала) и большим давлением. Эти условия соответствуют работе с большими сечениями среза на сравнительно малых скоростях резания.
Диффузионный износ. С увеличением температуры резания до 900-1000°С происходит увеличение активности атомов элементов обрабатываемого и инструментального материалов. Вступление в контакт свежих участков вновь образованных поверхностей в условиях высоких температур и контактных давлений создает условия для взаимной диффузии элементов через площадку контакта. Легирующие элементы (углерод, вольфрам, титан, кобальт) диффундируют в обрабатываемый материал, а твердость контактной поверхности инструмента уменьшается. Это создает благоприятные условия для интенсификации адгезии и абразивного истирания.
При высоких температурах резания нагретые участки рабочих поверхностей инструмента контактируют с воздухом или СОЖ. В этих условиях некоторые элементы инструментального материала могут вступать в химические реакции с кислородом или компонентами СОЖ, вызывая тем самым химический (окислительный) износ.
Очаги износа
В зависимости от материалов заготовки и инструмента, элементов режима резания, геометрических параметров инструмента и других условий обработки резцы изнашиваются по-разному.
Износ по передней поверхности в виде лунки (рис. 21) образуется при обработке пластичных сталей с устойчивым наростом, защищающим режущую кромку.
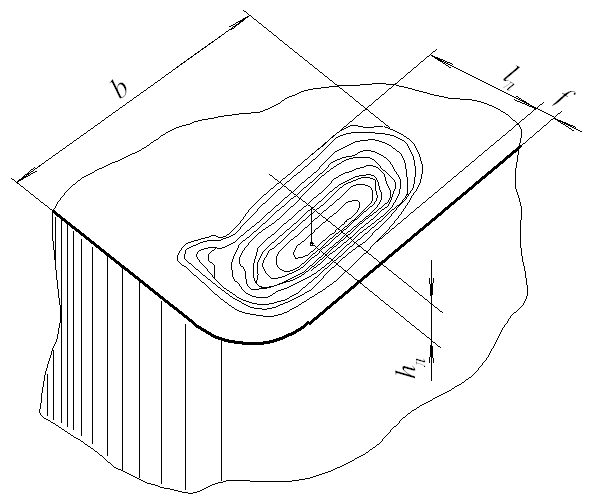 |
| Рис. 21. Износ резца по передней поверхности |
Чаще всего этот вид износа наблюдается при работе с большими сечениями среза, а также при завышенных скоростях резания. Лунка износа характеризуется шириной  и глубиной лунки
и глубиной лунки  , размеры которых увеличиваются с течением времени работы инструмента. Длина лунки изменяется незначительно.
, размеры которых увеличиваются с течением времени работы инструмента. Длина лунки изменяется незначительно.
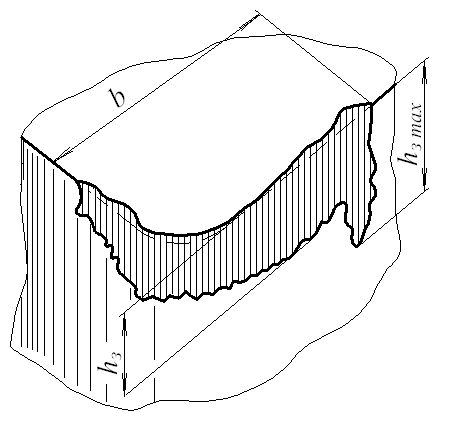 |
| Рис. 22. Износ резца по задней поверхности |
Износ по задней поверхности (рис. 22) образуется в виде площадки на задней поверхности, выходящей на вершину и вспомогательную заднюю поверхность. Площадка часто имеет четко выраженный рельеф в виде зубчиков и неравномерную высоту. Износ в виде фаски на задней поверхности чаще всего образуется при обработке хрупких материалов, а также вязких сталей, обладающих большим упругим последствием.
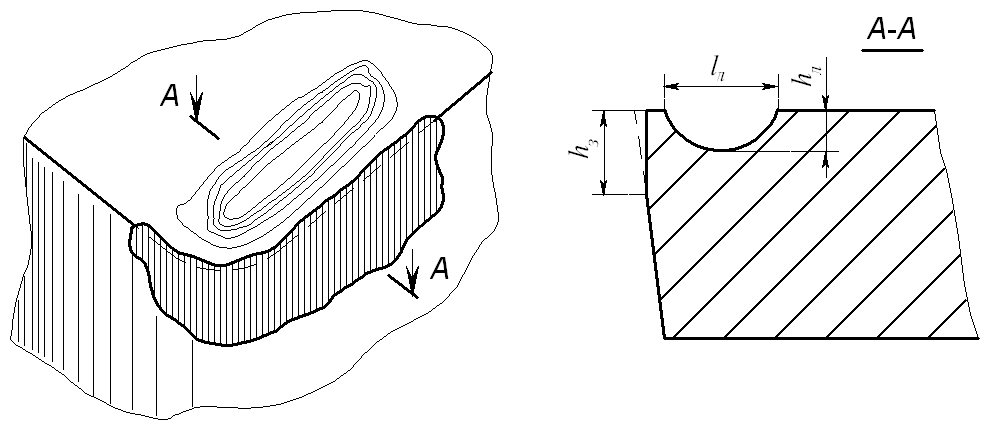 |
| Рис. 23. Сбалансированный износ резца |
Сбалансированный износ (износ по передней и задней поверхностям) имеет место при обработке сталей, характеризующихся как истирающей способностью, так и склонностью к наклепу (рис. 23). В этом случае размеры лунки на передней поверхности и высота фаски на задней поверхности увеличиваются одновременно. Ширина ленточки на передней поверхности постепенно уменьшается и при чрезмерно большой глубине лунки возникает опасность поломки режущей кромки.
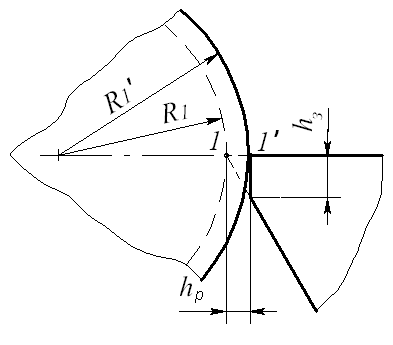 |
| Рис. 24. Радиальный износ резца |
Радиальный износ. С увеличением высоты фаски износа по задней поверхности фактическое положение вершины резца смещается от оси заготовки (рис. 24). Соответственно, фактический диаметр обработанной поверхности становится больше расчетного.
При чистовых операциях допустимое смещение вершины  (радиальный износ) должно быть регламентировано по условиям точности обработки. В первом приближении можно использовать соотношение величин радиального износа и износа по задней поверхности:
(радиальный износ) должно быть регламентировано по условиям точности обработки. В первом приближении можно использовать соотношение величин радиального износа и износа по задней поверхности:
 .
.
Стойкость резца, соответствующая определенной величине износа в радиальном направлении, называется размерной стойкостью. Период размерной стойкости инструмента особенно важен в автоматических линиях, нормальная работа которых возможна при условии стабильной работы режущего инструмента в течение заданного периода времени (обычно смены).
Критерии затупления
В процессе обработки возникает вопрос: когда необходимо закончить работу данным резцом и отдать его в переточку? Иначе говоря, какой следует установить критерий износа резцов?
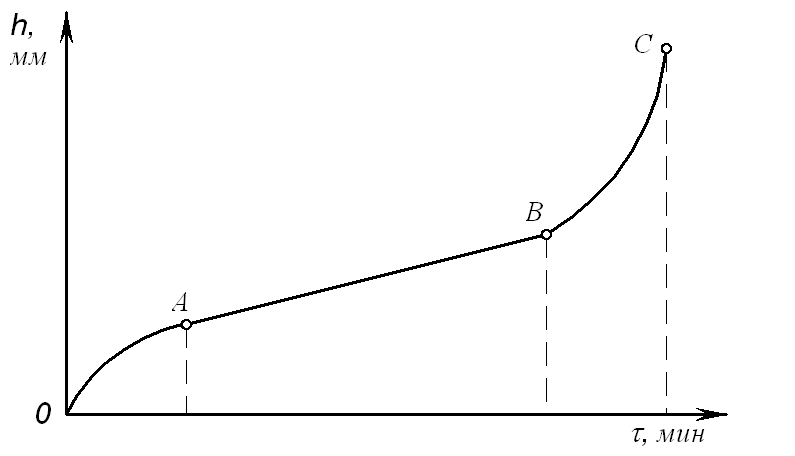 |
| Рис. 25. Зависимость износа от времени работы |
Зависимость величины износа от времени работы выражается кривой (рис. 25), которую можно разбить на три характерных участка. Первый участок ОА – период приработки (начальный износ), в котором происходит сильное истирание наиболее выступающих частиц поверхности. Чем чище будут поверхности трения, тем менее резко возрастает износ за одно и то же время. Второй участок АВ – период нормального износа, в течение которого величина износа увеличивается почти линейно, а интенсивность определяется конкретными режимами резания. Третий участок ВС – период катастрофического износа, характеризующийся резким увеличением интенсивности, ростом температуры и опасностью поломки инструмента.
Если износ доводить до точки А и затем отдавать резец в переточку, то такой износ не будет экономичным, т.к. резец придется перетачивать слишком часто. С другой стороны, невыгодно доводить резец и до слишком большого, катастрофического износа, соответствующего точке С. Поскольку при переточке инструмента придется удалить большой слой металла. К тому же при увеличенном износе увеличиваются силы и температура резания, ухудшается качество обработки.
В настоящее время существует несколько критериев износа.
Критерий блестящей полоски. Резец считается изношенным и его надо отдавать в переточку, когда при обработке стали на поверхности резания появляется блестящая полоска, а при обработке чугуна – темные пятна. Появление блестящей полоски соответствует началу третьего периода износа. При дальнейшей работе в течение 1-2 минут произойдет полное разрушение режущей кромки, и резец окончательно выйдет из строя. Следовательно, критерий блестящей полоски нельзя применять для чистовых работ, а также при работе сложным и дорогим инструментом.
Силовой критерий (критерий Шлезингера). Резец считается затупленным, когда начинается резкое увеличение сил, особенно Рх и Рy. К недостаткам этого критерия относится необходимость иметь на станке специальные приборы для измерения сил, действующих при резании.
Критерий оптимального износа. Под оптимальным износом подразумевается такой износ, при котором общий срок службы инструмента получается наибольшим. Если обозначить через  – количество переточек при данном износе и через Т – соответствующую стойкость (время работы от переточки до переточки), то износ называется оптимальным, когда произведение числа переточек и стойкости максимально:
– количество переточек при данном износе и через Т – соответствующую стойкость (время работы от переточки до переточки), то износ называется оптимальным, когда произведение числа переточек и стойкости максимально:
 (hопт соответствует точке В).
(hопт соответствует точке В).
Критерий оптимального износа применяется очень широко для предварительных (черновых) и получистовых работ. Он может быть использован в массовом производстве, а также для дорогого и сложного в производстве инструмента.
В зависимости от инструментального материала и условий работы существуют практические рекомендации по назначению допустимой величины износа на основании проведенных исследований:
 .
.
Например, для получистовой обработки независимо от вида инструментального и обрабатываемого материалов рекомендуется  = 0,2-0,25 мм.
= 0,2-0,25 мм.
Технологический критерий. Этот критерий применяется к инструменту, предназначенному для чистовой (окончательной) обработки. Сущность его заключается в том, что инструмент считается изношенным (затупленным), когда обработанная поверхность перестает отвечать техническим условиям.
По этому критерию инструмент нуждается в переточке при износе меньшем, чем при всех других критериях. Это объясняется тем, что изменение размера обработанной поверхности (выход за поле допуска) или ухудшение ее шероховатости вследствие износа инструмента наступает раньше, чем износ достигнет конца второго периода.
1.4. Зависимость скорость−стойкость
Под стойкостью инструмента понимают продолжительность непрерывной работы инструмента между двумя смежными переточками. Иногда стойкость выражают в количестве деталей, обработанных между двумя переточками.
Стойкость инструмента тем выше, чем ниже интенсивность его изнашивания. Интенсивность изнашивания зависит от условий обработки, и в первую очередь, от скорости резания, поскольку скорость резания определяет температуру в зоне обработки. Поэтому стойкость инструмента, прежде всего, зависит от скорости резания. Чем большую скорость резания допускает резец при одной и той же стойкости, тем выше его режущие свойства, тем он более производителен.
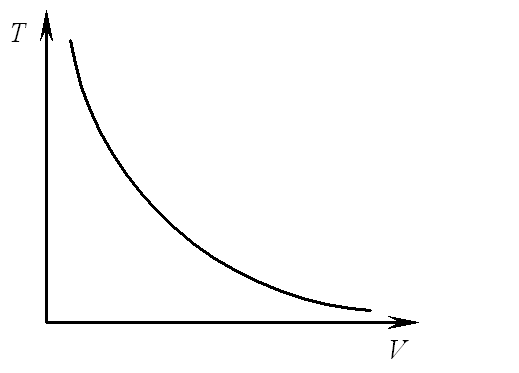
Экспериментально установлено, что между скоростью резания и стойкостью режущего инструмента из инструментальных сталей существует зависимость: чем выше скорость резания, тем меньше его стойкость (рис. 26). Характер зависимости скорость резания – стойкость объясняется влиянием скорости резания на тепловыделение и износ.
 |
| Рис. 26. Зависимость скорость-стойкость для инструментов из инструментальных сталей |
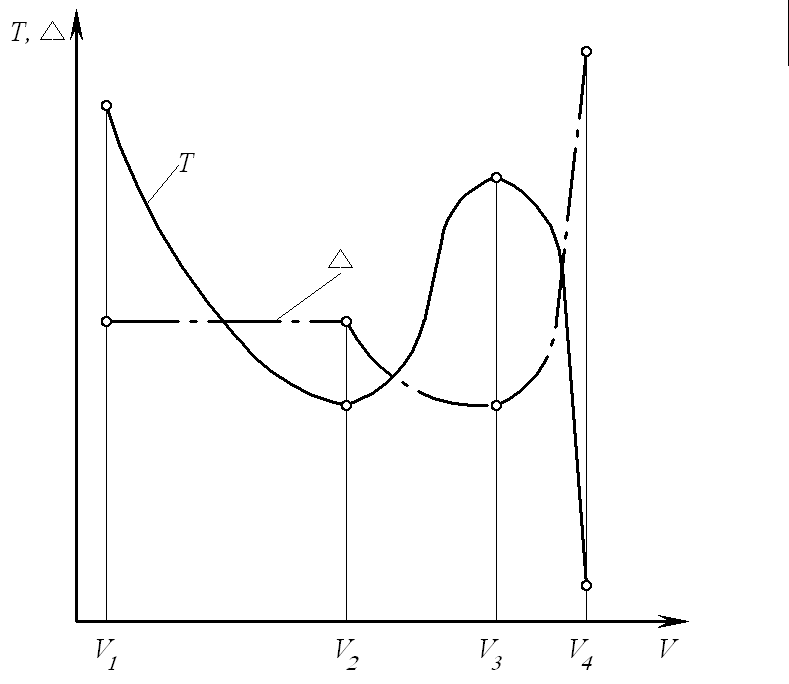
По отношению к инструменту, оснащенному твердым сплавом, зависимость скорость-стойкость более сложная. При увеличении скорости резания стойкость сначала уменьшается, затем увеличивается и вновь уменьшается (рис. 27). При этом чем больше твердость обрабатываемого материала, тем меньше величина критических скоростей, соответствующих точкам перегиба.
Такая зависимость объясняется тем, что при малых скоростях резания вследствие низкой температуры износ протекает медленно. При увеличении скорости от V0 до V1 относительный линейный износ  не изменяется, но при этом увеличивается доля адгезионного износа и стойкость инструмента снижается. При дальнейшем увеличении скорости от V1 до V2 повышение температуры содействует размягчению поверхностей стружки и заготовки, относительный износ уменьшается, и стойкость инструмента увеличивается. При увеличении скорости резания свыше V2 резко снижаются твердость и прочность твердого сплава, относительный износ увеличивается, и стойкость инструмента уменьшается.
не изменяется, но при этом увеличивается доля адгезионного износа и стойкость инструмента снижается. При дальнейшем увеличении скорости от V1 до V2 повышение температуры содействует размягчению поверхностей стружки и заготовки, относительный износ уменьшается, и стойкость инструмента увеличивается. При увеличении скорости резания свыше V2 резко снижаются твердость и прочность твердого сплава, относительный износ увеличивается, и стойкость инструмента уменьшается.
 |
| Рис. 27. Зависимость скорость-стойкость для твердосплавных инструментов |
С учетом сложного характера зависимости скорость-стойкость при одинаковой стойкости твердосплавного инструмента производительнее работать с большей скоростью. Поэтому зоной рационального использования твердосплавного инструмента является участок кривой, расположенный вправо от точки перегиба максимальной стойкости.
Таким образом, зависимость скорость резания - стойкость инструмента в диапазоне практически используемых скоростей выражается степенной функцией:
 или
или  ,
,
где m – показатель относительной стойкости, характеризующий интенсивность изменения скорости резания при изменении стойкости инструмента; СТ и СV – постоянные коэффициенты, зависящие от условий обработки (обрабатываемого и инструментального материалов, геометрических параметров инструмента, глубины резания и подачи, применяемой СОЖ).
Исключительно сильное влияние, оказываемое скоростью резания на период стойкости, приводит к тому, что постоянные СТ и СV и показатель m, как правило, справедливы для узкого интервала скоростей резания. Поэтому при оптимизации условий обработки в широком диапазоне стойкостная зависимость в таком виде не применяется. Однако она успешно используется для практических задач. Так, например, с помощью приведенных формул можно переходить от одних значений скорости резания и стойкости к другим:
 или
или  .
.
При назначении скорости резания подразумевается, что при этом будет обеспечиваться заданная стойкость инструмента. Поэтому допустимая скорость резания обозначается VТ , где Т назначается в зависимости от типа производства, сложности инструмента и его стоимости.
Так, для простых инструментов, работающих на универсальном оборудовании в условиях индивидуального и мелкосерийного производства, принимают Т ≈ 60 мин; для станков с ЧПУ – Т = 15-30 мин; для автоматических линий стойкость составляет 1-2 смены.








