 2020-07-12
2020-07-12 2019
2019Практическое занятие №1-2
Источники питания сварочных аппаратов.
Классификация, обозначение, свойства источников питания.
Требования к источникам питания. Основное требование к сварному соединению - его качество, т. е. источник питания должен обеспечивать необходимый процесс сварки и обладать высокими технологическими и технико-экономическими показателями.
Технологические показатели источника питания определяют его возможность обеспечивать необходимые характеристики процесса. Это в свою очередь определяется статическими и динамическими характеристиками источника и нелинейного участка цепи (дуги, сварочная ванна).
Статические свойства источника определяются внешней вольтамперной характеристикой (зависимостью выходного напряжения от силы тока нагрузки) и соответствием ее статической вольтамперной характеристике дуги. Устойчивость энергетической системы «источник - дуга - сварочная ванна» (И-Д-В) зависит от взаимного расположения этих характеристик и их видов.
Динамические свойства влияют на протекание переходных процессов в системе И-Д-В при резких изменениях проводимости нагрузки (холостой ход - короткое замыкание, капельный перенос металла, перемещение активных пятен на электродах, колебания напряжения сети (Uc), неравномерность скорости подачи электродной проволоки (Уп.п.) и т. д.).
Технико-экономические показатели:
а) коэффициент полезного действия КПД = Sполезн/Sзатр - отношение полной полезной мощности (выходной мощности) к полной затраченной (потребляемой из электрической сети);
б) коэффициент мощности cosφ = P/S - отношение активной мощности (Вт) к полной мощности (ВА);
в) габариты;
г) надежность;
д) эргономические показатели (удобство обращения с объектом);
е) соответствие требованиям техники безопасности.
Показатели «а» и «б» существенно влияют на энергопотребление.
Режимы работы источников питания
Любой источник питания рассчитывается на определенную нагрузку, которая не вызывает его нагрев выше допустимого. Источник рассчитывается на работу в номинальном режиме (IH, UH, РН, режим работы), величины записываются на источнике и в паспорте машины.
При работе источник нагревается (обмотки - за счет тепла, выделяющегося при протекании тока по ним, сердечник - от потерь на перемагничивание и вихревых токов ФУКО). Для источников питания определено три режима работы:
1 Длительный (продолжительный). Если мощность Р, потребляемая от сети, после включения источника постоянна в течение длительного времени, то после включения источника температура источника увеличивается пока не достигнет установившейся температуры Ту (рисунок 1.1, пунктирная кривая), когда приход тепла сравняется с отдачей тепла.
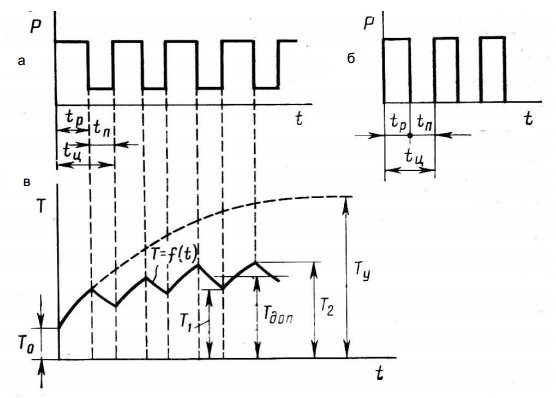
Рисунок 1.1 - Режимы работы источников питания а - перемежающийся; б - повторно-кратковременный; в - средняя величина (Тдоп)
При расчете подобных систем делается ряд допущений (весь источник нагревается одновременно, теплоотдача в окружающую среду постоянна).
2 Перемежающийся режим. При работе источника в этом режиме (рисунок 58.а) нагрузка (сварка) чередуется с паузой, в паузе источник не отключается от сети (ручные способы сварки). За время
работы tp температура источника не успевает достигнуть установившейся температуры Ту, а за время паузы tп источник не успевает охладиться до температуры окружающей среды Т0.
По истечении некоторого времени температура источника становится равной средней между максимальным значением Т2 и минимальным Т1 (рисунок 58.в). Обычно эта средняя величина принимается за допустимую температуру Тдоп.
Перемежающийся режим характеризуется параметром «Продолжительность нагрузки, ПН», %. Это относительная продолжительность нагрузки за время цикла (tц = tp+tп).
ПН% = tp/tц *100
или
ПН% = (tp/ tp+tп) *100
Время цикла обычно указывается в паспорте источника, если нет, то для источников ручной дуговой сварки tц = 5 мин, для источников механизированной сварки и универсальных источников - tц = 10 мин.
3 Повторно-кратковременный режим отличается от перемежающегося тем, что во время пауз источник отключается от сети. Режим характеризуется параметром «Продолжительность включения, ПВ», %.
ПН% = tв/tц *100
или
ПН% = (tв/ tв+tп) *100
Так как источники реально редко работают в номинальном режиме, то для определения режимов работы и токов при работе на других режимах используется соотношение, основанное на законе Джоуля-Ленца:
I12*ПН1 = I22*ПН2.
Из этой формулы следует:
1) Если значение ПВ или ПН отличается от номинального ПВн или ПНн (указанного в паспорте источника), то величина сварочного тока, соответствующая этому значению ПВ или ПН, определяется:

2) Для определения режима работы (ПН или ПВ) для токов, отличных от номинального:

Если определяется режим работы для тока, отличного от номинального в меньшую сторону, то формула справедлива. Если в большую сторону, то при этом не нужно забывать, что максимальная величина силы тока ограничивается возможностью источника. На практике максимальная величина силы тока источника обычно не превышает 1,2 от номинальной.
3) Длительные токи, т. е. токи при длительном режиме работы (ПН или ПВ равно 100 %), если известны паспортные (номинальные) параметры источника, можно определить по формулам:
Структура обозначений источников питания. Буквенно-цифровое обозначение источников питания представлено на рисунке 1.2.
Первая буква - сокращенное название изделия (А - агрегат, В - выпрямитель, И - источник питания, П - преобразователь, Т - трансформатор).
Вторая буква - вид сварки (Д - дуговая, Ш - шлаковая, П - плазменная).
Третья буква (буквы) - способ сварки: Д - ручная штучными электродами; ДО - открытой дугой; ДФ - под флюсом; ДГ - защитные газы (два раза буква Д не ставится).
Дополнительно в буквенной части могут быть: буква «М» - многопостовые (однопостовые не имеют дополнительного обозначения), буквы «Б» или «Д» - вид двигателя (бензиновый или дизельный) для агрегатов с приводом от двигателя внутреннего сгорания, вид внешней характеристики (П, Ж, У), И - импульсный источник.
Первые одна или две цифры - значение номинального сварочного тока, округленного до сотен ампер, две последние цифры - номер разработки.

Рисунок 1.2 - Структура обозначений источников питания
Далее буквы и цифры - климатическое исполнение и категория размещения по ГОСТ 15150.
Источники, поставляемые в места с умеренным климатом - У, тропическим климатом - Т, умеренно холодным климатом - УХЛ.
Категории размещения, т. е. источники могут эксплуатироваться в:
4 - закрытых помещениях с искусственным микроклиматом;
3 - закрытых помещениях с естественной вентиляцией;
2 - в помещениях со свободным доступом воздуха;
1 - на открытом воздухе.
Пример: ВДМ-1001 У3 (выпрямитель для дуговой сварки, многопостовый, с номинальной силой тока 1000 А, номер разработки - 01, климатическое исполнение У, категория размещения 3).
Классификация источников питания.
Источники питания классифицируются:
1) По роду тока: переменного и постоянного тока.
2) По виду внешних характеристик: с падающей, пологопадающей, жесткой, пологовозрастающей характеристикой (основные виды).
3) По способу получения энергии: зависимые (получающие энергию от стационарной электрической сети) и автономные (используется двигатель внутреннего сгорания).
4) По количеству постов: однопостовые и многопостовые.
5) По применению: общепромышленные (для ручной дуговой сварки и механизированной под флюсом низкоуглеродистых сталей толщиной более 1 мм.) и специализированные (для сварки легких сплавов, особо тонких изделий, сжатыми и импульсными дугами).
Вид внешних характеристик источника определяется особенностями сварочного процесса:
- для РДС штучными электродами, аргонодуговой сварки, механизированной под слоем флюса на автоматах со скоростью подачи проволоки, зависящей от напряжения дуги Уп.п. = f (Цд), используются источники с падающей характеристикой. В этом случае источник работает как регулятор тока.
- при механизированной сварке под флюсом с постоянной скоростью подачи сварочной проволоки используется ЖВХ (пологопадающие). Крутизна характеристик разная: большая - для аргоно-дуговой сварки, более пологие характеристики - для РДС и еще более пологие - для АДФ, жесткие и пологовозрастающие - для механизированной сварки в среде углекислого газа).
Регулирование тока - плавное и ступенчатое (ступенчатое - изменением числа или способа подключения обмоток, плавное - специальными регуляторами).
Необходимое значение рабочего напряжения и тока дуги связаны соотношениями:
РДС: Uд = 20 + 0,04 Iсв;
АДФ (на токах до 1000 А): Uд = 19 + 0,037 Iсв;
(на токах до 2000 А): Uд = 13 + 0,0315 Iсв.
Пример: сила тока при ручной дуговой сварке равна 200 А, тогда необходимое напряжение источника питания должно составлять 20 + 0,04-200 = 28 В.

Рисунок 1.3 - Возможные внешние характеристики сварочных источников питания: 3 - жесткая; 4 - пологовозрастающая; пунктир - с повышенным напряжением холостого хода
Сварочные свойства источников. К ним относятся:
1. Надежность зажигания дуги (влияет на качество начала шва, а при сварке малыми участками - на производительность).
2. Устойчивость и стабильность процесса сварки - способность поддерживать режим сварки при наличии возмущений (изменение длины дуги, капельный перенос, колебания напряжения сети).
3. Эффективность регулирования (скорость и пределы).
4. Характер переноса металла (зависит от скорости изменения тока при коротком замыкании и капельном переносе).
5. Качество формирования шва.
Методы оценки сварочных свойств источников - объективные и субъективные. Объективный метод: разрывная длина дуги может служить оценкой устойчивости процесса при колебаниях её длины. Определяется численно. Субъективный метод предполагает оценку каждого свойства в баллах экспертом-сварщиком по результатам опытной сварки согласно ГОСТ 25616-83 «Источники питания для дуговой сварки. Методы оценки сварочных свойств».

